



丹东喷涂施工注意事项
在施工时,喷砂进度与热喷涂锌施工进度要很好地配合。如果喷砂后的工件在当时的气候环境状况下,超出了所允许的暴露时,则容易返锈。
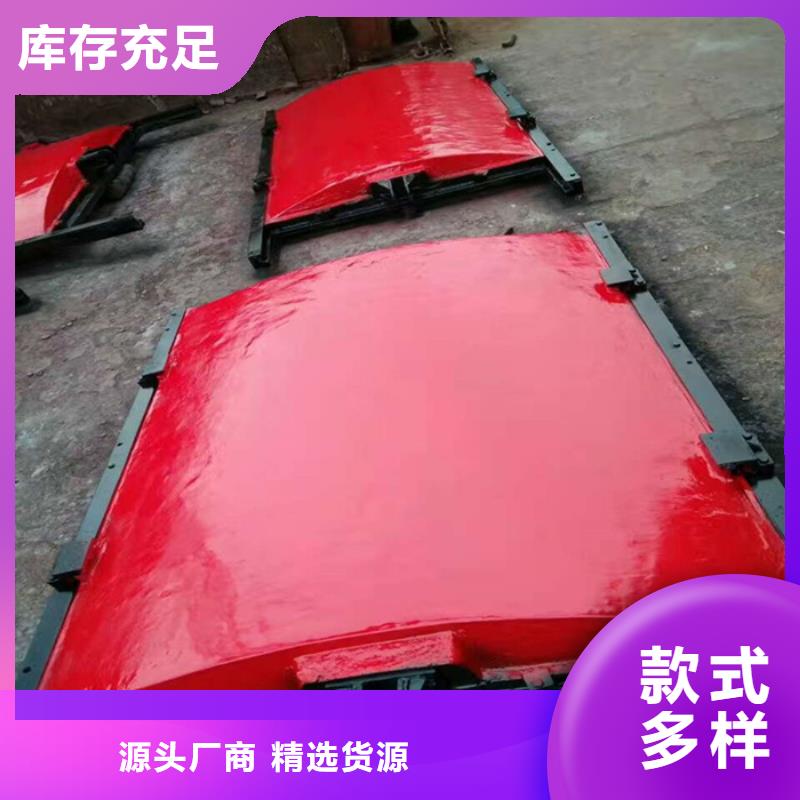
对于丹东铸铁闸门这类的水利施工设备来说,我们在实际的生活中是有着很广泛的应用的,所以对于这类闸门的性能质量我们也是要有良好的保障的。
在铸铁闸门的诸多性能优势中,耐腐蚀性是其中的一个重要方面。那么我们在进行相关的闸门防腐工作的时候,首先自然是要对造成这类设备腐蚀的主要来源有一个比较的了解,这样才能够更好的“对症下药”。
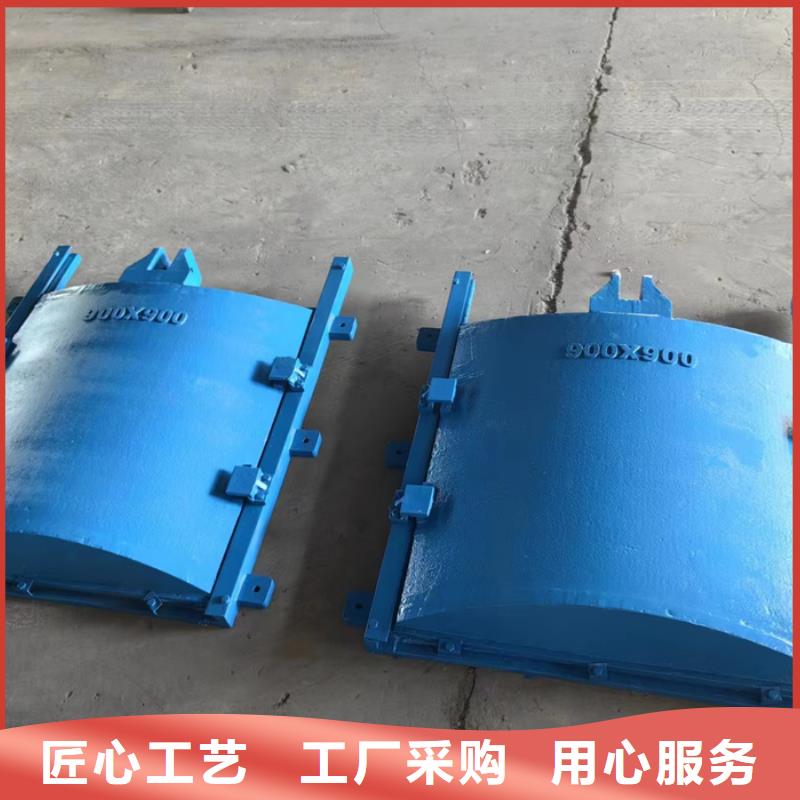
丹东铸铁闸门制芯工序
(1)该产品的砂芯仅有一件重约4kg的热芯,我们主要是检测热芯的发气量,并控制在16mL/g以下。此外,对于涂料的发气量也要求控制在30mL/g以下,努力降低砂芯的发气量。
(2)在砂芯芯头位置钻排气孔,并控制排气孔深度约为芯头长度的1/2左右。同时注意检查浸涂完毕的砂芯是否存在涂料堆积或排气孔堵塞的现象。
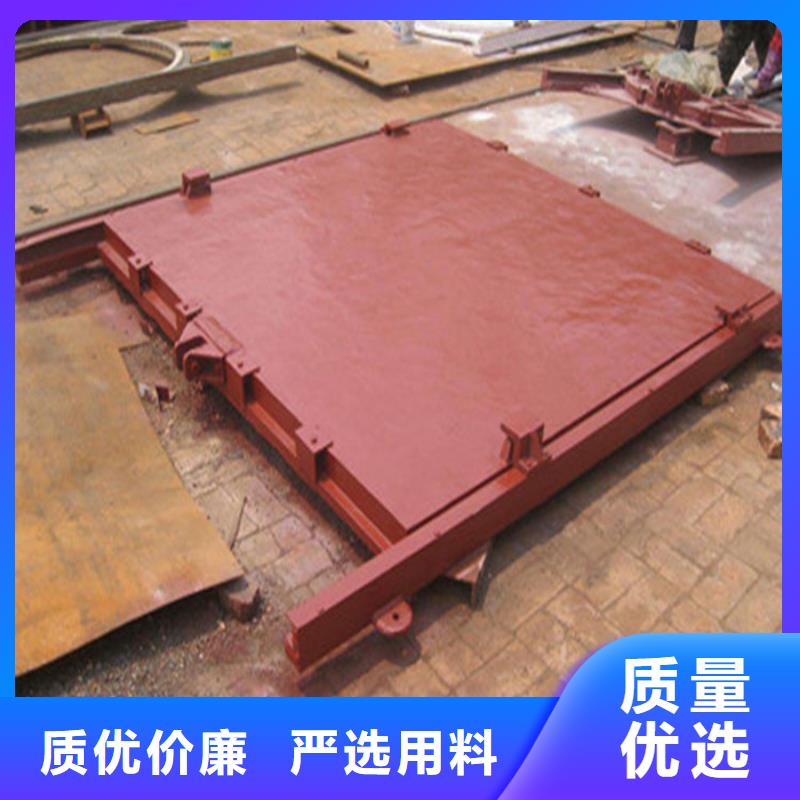
丹东铸铁闸门造型工序
(1)在保证砂型水平面硬度>90,立面>85(B型硬度计检测)的前提下,降低了上箱的压实比压,以便进一步提高排气效率。
(2)严格控制涂料的波美度在37~39,并规范喷涂操作方法,既要喷涂到位又不能使涂料堆积,保证涂料层的厚度。
对于这个造型是比较严格的,我们的丹东铸铁闸门在造型方面完全符合这方面的需要,而且产品变得更加的好。
丹东铸铁闸门由于轴承间隙产生的噪声有人认为,既然噪声是伴随卷筒总成和传动件,那么就可能由于卷筒滑动轴承间隙大而引起。我们对卷筒零件配合间隙进行选择,保证轴承孔与主轴间隙符合图纸要求,装配后进行试验。试验时采用变频电机调速,观察速度对噪声的影响。
大量试验结果表明,速度对噪声影响是 位的,卷筒转速越高则噪声值越大、机器震动越激烈;间隙在其次,主轴与轴套间隙越大则噪声也越大;而底盘对噪声影响小。如果机器本来噪声就很低,则速度高低、主轴间隙大小的变化都不会产生过大噪声,由此表明噪声超标也不是由轴承间隙大而引起的。
丹东铸铁闸门由于齿轮质量产生的噪声经检查齿轮的公法线长度公差、公法线长度变动量公差、齿圈径向跳动量、滚筒各相关孔的同轴度和主轴各轴颈的跳动等指标都控制在标准规范的范围内,但对齿轮进一步检查发现齿轮齿形误差超标,其原因出在滚刀的刃磨上。因为是大模数刀具,被切材料又经过处理,滚切时切削阻力大,刀刃很容易钝,同一批零件加工中途可能需要磨一、二次刀,刃磨时如滚刀前角控制不好,齿廓很容易变形,则加工齿廓就不再是标准渐开线,运动中就产生瞬时加速度,运动不平稳则必然产生震动和噪声。