







在铸造黄山铸铁闸门的过程中普遍都会遇到出现气孔的问题,有时候也深受他的影响。总的来说,气孔又分为表面、皮下和内部气孔三种。铸造工艺、铸造原料、浇注过程的操作等都可能是产生气孔的原因。
黄山铸铁闸门缺陷分析及解决措施
根据气孔的外观,我们判断为皮下气孔并且分为两种,一是内部发亮的皮下气孔,二是内部发黑的渣气孔。我们知道,金属液与铸型(包括型砂、砂芯、涂料、冷铁),金属液与熔渣,或金属液内部某些元素、化合物之间发生反应形成的气孔,称为反应气孔,这类气孔一般位于铸件表皮下面,称为针孔或者皮下气孔,在球墨铸铁件潮膜砂造型时,产生气孔中的气体为H2S、H2、镁蒸气等,这是形成 种气孔的原因;而第二种渣气孔,我们分析是由于金属液氧化造成的。根据上述分析,我们对熔炼及浇注、制芯、砂处理、造型等各工序进行了分析,并针对发现的问题制订相应的解决措施。
黄山铸铁闸门常用防腐方法中,用得较多的是覆盖层防腐。覆盖层防腐方法主要有涂料防腐和热喷涂防腐。现根据钢闸门制作的实践经验,介绍钢闸门热喷涂的施工方法。
钢闸门表面处理,钢闸门表面热喷涂之前,应将钢闸门金属表面的铁锈、氧化皮、油污、焊渣、灰尘、水分等污物干净,使其全部露出灰白的金属本色,并且保持干燥,有一定的粗糙度,以保证热喷涂料与基体间有良好的附着力。具体方法如下:
喷砂处理施工要求,杂物的方法宜采用喷射或抛射,一般采用喷射,即人们通常说的喷砂除锈。
喷砂机是喷砂处理设备,在一定压力条件选取适当的磨料,可达到高质量的表面处理效果。喷砂用气操作压力小少于0.5MPa,配备6m3/Sr空气压缩机。采用流动式空气压缩机时,其排气量为6m3/s,额定压力为0.8MPa,功率为37kw。喷砂处理所用的压缩空气必须经过冷却装置及油水分离器处理,以保证压缩空气的干燥、无油。油水分离器必须定期清理。喷砂时喷嘴尺寸为6~8mm,在使用过程中,由于磨损,孔口直径增大了25%时宜更换喷嘴。喷嘴到基体金属表面宜保持100~300mm的距离。喷射方向与基体金属表面法线的夹角以15°~30°为宜。喷砂用的磨料品种较多,性能不一,一般选用强度较高的石英砂。磨料使用前必须干燥,含水量不得大于1%,否则必须进行炒砂或烘干处理。对磨料的料径也有要求,其值在0.75~3.0mm之间。
黄山铸铁闸门斜铁镶铜的好处在闸门安装前,首先检查各连接部位的螺栓是否因运输装卸中造成的松动,如有松动应加以紧固。
2、检查主立框与横框连结上的止水面是否有错位,如有错位则松动连接螺栓将止水面调整在同一平面内。
3、闸门安装时应采用整体就位安装,禁止闸框、闸板分体安装,防止闸框变形。
4、二期浇筑前将闸门整体吊装就位后找好前后、左右的正确位置,然后调整螺栓与工程配钢筋焊牢固。
5、闸门出厂前,为了使闸板、闸框贴合的更紧,安装后减少间隙,2米以上的闸门在上下横框上安装了压板卡铁,立框的斜铁上增加了顶丝。注意在间隙调整后将卡铁和斜铁上的顶丝拆除,以使闸门启闭。
6、在浇筑混凝土时,流进闸板、闸框、斜铁、挡板间隙中的灰浆应,防止灰浆凝固影响启闭。

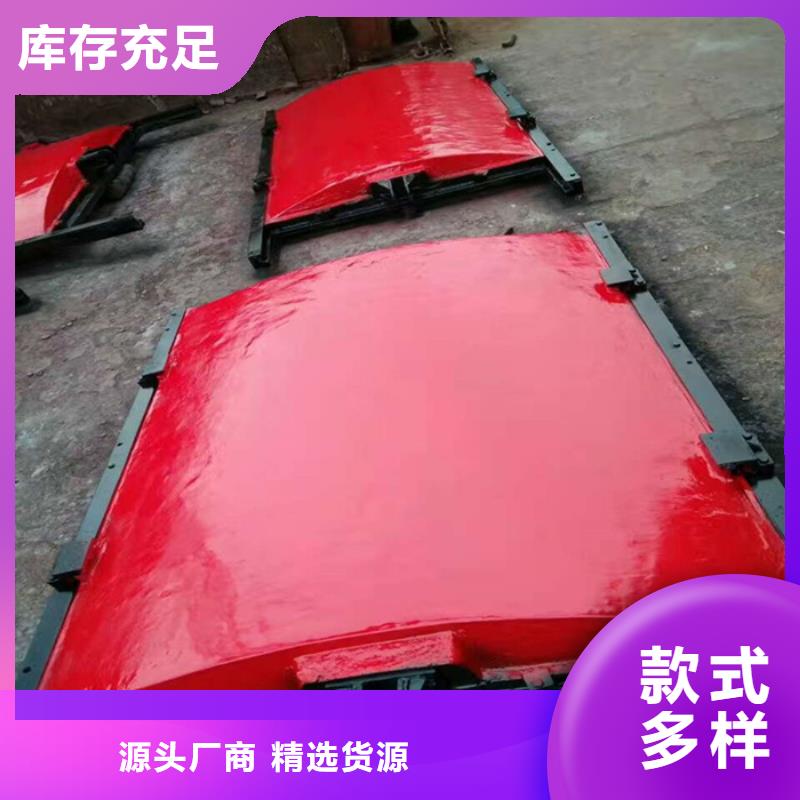
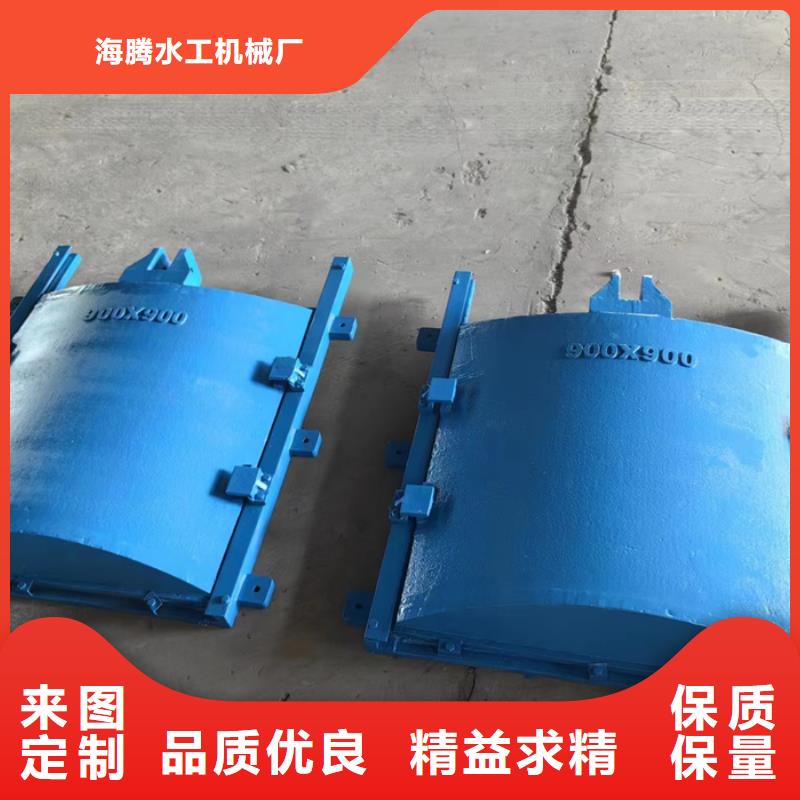
黄山铸铁闸门主要由闸框和闸板两大部分组成。闸框是闸板的支承构件,也是闸板的运行滑道,由地脚螺栓安装固定在水闸闸墩及闸底板的二期混凝土中,将闸板所承受的全部水压力传递到闸室中。为科学合理节约材料及减轻自重,其断面制成格构式,断面尺寸按所受荷载大小和闸板运行情况综合考虑。闸板是用来封闭和开启孔 口的活动挡水构件, 板面四周设铸铁边框梁 , 为提高闸板的强度 , 板面制成拱形, 拱的圆心角按 6 0 度设计,以降低其所受的水压力。为便于制造、 运输和安装 , 闸板可制成上下几部分 ,待到安装现场后再用螺栓连接组装成整体 ,连接处上下板设置法兰和筋板使其成为闸板的中间横梁, 以提高闸板的纵向刚度 , 在宽度方向设置纵向筋板 ,以提高其横向刚度,同时起到纵梁的作用。
