


龙钢铁 (舟山市分公司)生产的 合金板从每个细节做起, 合金板产品都力争作到精益求精。作为中国企业走向世界的准入证,“信誉”代表了我公司的市场名誉,得到了广大客户,科技发展,诚信为本”是我公司不变的追求。



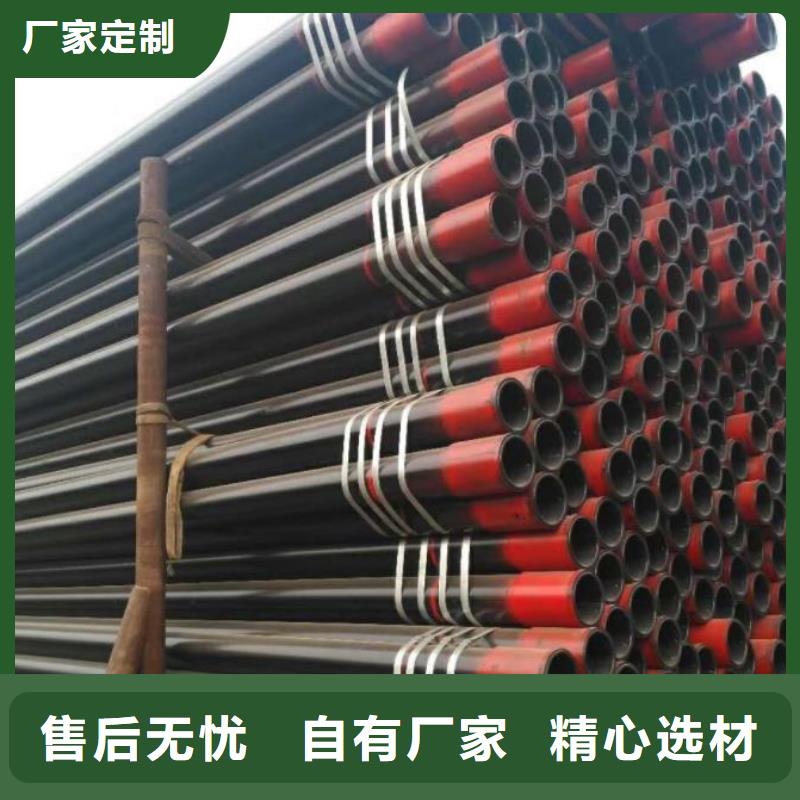
石油管主要用于油、气井的钻探及油、气的输送。它包括石油钻管、石油套管、抽油管。石油钻管主要用于连接钻铤和钻头并传递钻井动力。石油套管主要用于钻井过程中和完井后对井壁的支撑,以保证钻井过程的进行和完井后整个油井的正常运行。抽油管主要将油井底部的油、气输送到地面。
石油套管是维持油井运行的生命线。由于地质条件不同,井下受力状态复杂,拉、压、弯、扭应力综合作用作用于管体,这对套管本身的质量提出了较高的要求。一旦套管本身由于某种原因而损坏,可能导致整口井的减产,甚至报废。
按钢材本身的强度石油套管可分为不同钢级,即J55、K55、N80、L80、C90、T95、P110、Q125、V150等。井况、井深不同,采用的钢级也不同。在腐蚀环境下还要求套管本身具有抗腐蚀性能。在地质条件复杂的地方还要求套管具有抗挤毁性能。27MnCrV是生产TP110T钢级石油管套的新型钢种,常规生产TP110T钢级石油管套钢种是29CrMo44和26CrMo4。相对于后两者,27MnCrV含有较少的Mo元素,可以极大地降低生产成本。
27MnCrV钢的AC1=736℃,AC3=810℃,亚温淬火时加热温度在740-810℃之间选取。亚温淬火选取加热温度780℃,淬火加热的保温时间15min;淬火后回火选取温度630℃,回火加热保温时间50min。由于亚温淬火在α+γ两相区加热,在保留部分未溶解铁素体状态下进行淬火,在保持较高强度的同时,韧性得到提高。
采用正常的奥氏体化淬火处理工艺生产27MnCrV后存在明显的高温回火脆性,造成冲击韧性偏低且不稳定。采用回火后快速冷却的方法避免高温脆性,获取韧性。亚温淬火法通过钢种的不完全奥氏体化以有效地改善有害元素及杂质,提高韧性。对热处理设备要求相对严格,需要添加额外成本。低温淬火较常规温度低,减小了淬火的应力,从而减小了淬火的变形,这样保证了热处理的生产的顺利操作,而且为后续的车丝加工等提供了很好的原料。



历史经验表明,每次危机过后,都会出现大的利益调整,大的格局变动。而每一次大的外部冲击,都会演化为中国经济迈上新台阶的促动力。预计,未来3-5年,中国石化行业将迎来新一轮的大发展。未来时期内,石化产业增长速度将与国民经济总体发展速度相协调,增加值年均增长15%左右,到2011年增加值达到1.75万亿元,产业结构和布局调整基本达成,工业增加值增速达到20%,石化行业将进入新一轮产业发展周期。



GB/T9948-2006—中国 标准 石油裂化管
石油管制造工艺:热轧、冷拔、热扩
用途:
用于石油、精炼厂的炉管、热交换器管和管道用无缝管。
主要生产管牌号:
10、20、15CrMo、1Cr2Mo、1Cr5Mo等
交货状态:
10、20<热轧管终轧,冷拔管正火>
15CrMo<热轧管终轧+回火,冷拔管正火+回火>
1Cr2Mo<热轧管终轧+回火,冷拔管正火+回火> 1Cr5Mo<退火>
重量计算公式:普碳管:(外径-壁厚)X壁厚X0.02466=KG/M
合金管:(外径-壁厚)X壁厚X0.02486=KG/M



石油管短节上扣前检查接箍厂家端,倘若漏出来螺纹异常情况,则检查接箍可否装紧。涂上新螺纹脂上紧松脱的接箍。套管短接的热处理工艺,其中包括下述具体步骤:
1)将石油套管短接以16℃/min不断升温至895℃,保温隔热210分钟左右;
2)再将套管短接在78℃的高端淬火油中淬火17分钟左右;石油套管短接以25℃/min不断升温至655℃,保温隔热30分钟;
3)之后将石油套管短接空冷至室内温度;以11℃/min不断升温至914℃,保温隔热45分钟;
4)紧接着石油套管短接在45℃的高端淬火油中淬火12分钟左右;以20℃/min不断升温至625℃,保温隔热120分钟左右;
5)然后将石油套管短接空冷至室内温度。本项技术能不断提高石油套管短接的強度、延展性、硬度标准,故而加强石油套管短接的成品率。