

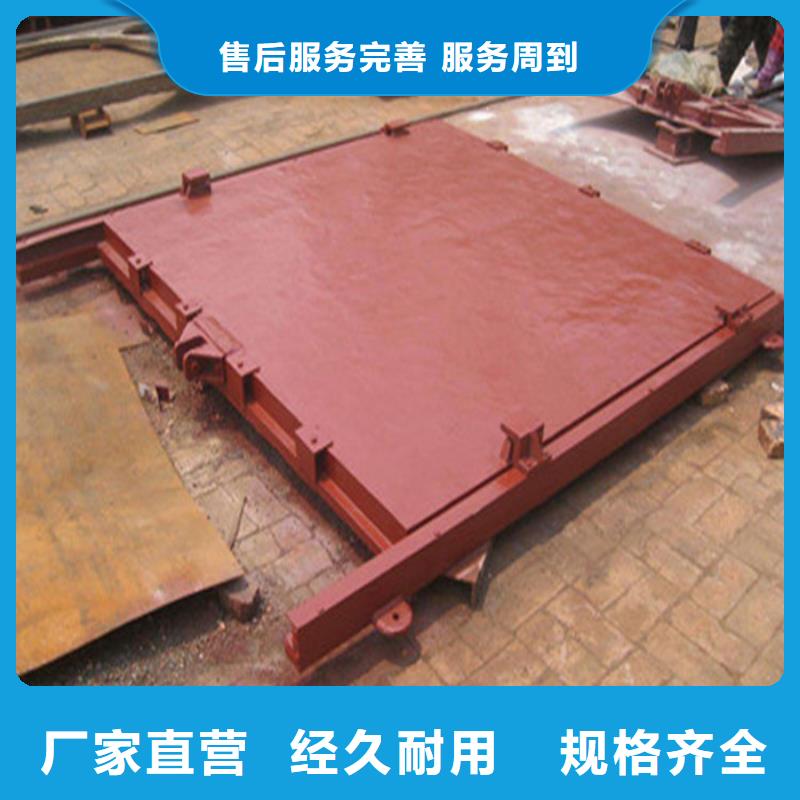







在订货时要提供孔口尺寸,水头,高度和结构形式,闸板面一般为正向(迎水面)受压,如需反向受压,订货时需说明,止水一般是后止水(背水面),需前止水时,订货时应说明,使用时必须按操作规程操作。经常检查闸门板与闸槽是否卡涩,及时将卡涩物,保证位置置中,使设备正常运行。
玉林铸铁闸门的安装,你知道哪些注意事项?
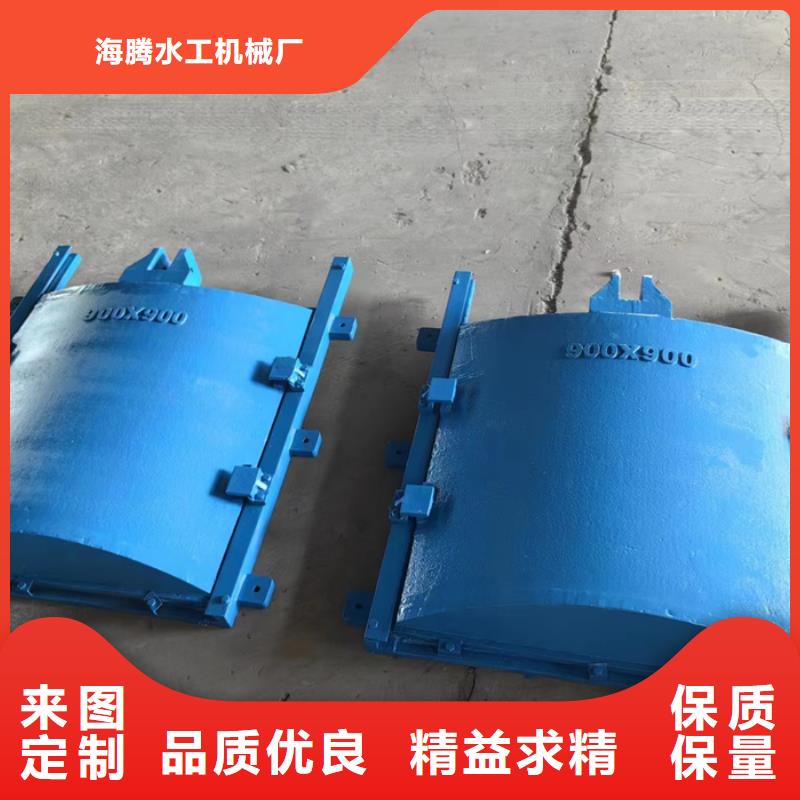
不同的厂家的玉林铸铁闸门有所不同,在安装上也会有一些不同的注意事项,一般来说,玉林铸铁闸门的安装影响其是使用,所以要特别注意: 闸门安装时应采用整体就位安装,禁止闸框、闸板分体安装,防止闸框变形。在闸门安装前,先检查各连接部位的螺栓是否因运输装卸中造成的松动,如有松动应加以紧固。闸门出厂前,为了使闸板、闸框贴合的更紧,安装后减少间隙,2米以上的闸门在上下横框上安装了压板卡铁,立框的斜铁上增加了顶丝。注意在间隙调整后将卡铁和斜铁上的顶丝拆除,以使闸门启闭。 
玉林铸铁闸门一个优点就在于配合各种启闭机和水阀的设置,成为工业建设生产中重要部分之一。闸板是直接承受水压力的作为挡水元件而闸框是作为闸板的支承构件它也是闸板滑道除此之外部分在于闸墩和底部水泥中将水压力,传递给闸墩和闸室底部。闸框迎水背水面接触处,经机器刨光研制各道工序后平直光滑、贴合严密。当在启闭机合作下运作时斜铁和滑道保证了玉林铸铁闸门运行轨迹在水压力和斜铁下保障闸板平稳运行使其与闸框滑道紧密结合达到止水的效果。
玉林铸铁闸门在水利中运用的越来越多了,那么,它怎么体现自身的价值呢?玉林铸铁闸门应符合标准的要求,并按照规定程序批准的图样和技术文件制造。玉林铸铁闸门一般设置有可调节的楔紧装置,楔紧副分别设在门体和门框上。调节楔紧装置,可使得闸门关闭时门体紧贴门框,达到止水要求。玉林铸铁闸门通常配置手动或电动螺杆式启闭机,用于操作闸门的启闭。

在铸造玉林铸铁闸门的过程中普遍都会遇到出现气孔的问题,有时候也深受他的影响。总的来说,气孔又分为表面、皮下和内部气孔三种。铸造工艺、铸造原料、浇注过程的操作等都可能是产生气孔的原因。
玉林铸铁闸门缺陷分析及解决措施
根据气孔的外观,我们判断为皮下气孔并且分为两种,一是内部发亮的皮下气孔,二是内部发黑的渣气孔。我们知道,金属液与铸型(包括型砂、砂芯、涂料、冷铁),金属液与熔渣,或金属液内部某些元素、化合物之间发生反应形成的气孔,称为反应气孔,这类气孔一般位于铸件表皮下面,称为针孔或者皮下气孔,在球墨铸铁件潮膜砂造型时,产生气孔中的气体为H2S、H2、镁蒸气等,这是形成 种气孔的原因;而第二种渣气孔,我们分析是由于金属液氧化造成的。根据上述分析,我们对熔炼及浇注、制芯、砂处理、造型等各工序进行了分析,并针对发现的问题制订相应的解决措施。
玉林铸铁闸门制芯工序
(1)该产品的砂芯仅有一件重约4kg的热芯,我们主要是检测热芯的发气量,并控制在16mL/g以下。此外,对于涂料的发气量也要求控制在30mL/g以下,努力降低砂芯的发气量。
(2)在砂芯芯头位置钻排气孔,并控制排气孔深度约为芯头长度的1/2左右。同时注意检查浸涂完毕的砂芯是否存在涂料堆积或排气孔堵塞的现象。
玉林铸铁闸门造型工序
(1)在保证砂型水平面硬度>90,立面>85(B型硬度计检测)的前提下,降低了上箱的压实比压,以便进一步提高排气效率。
(2)严格控制涂料的波美度在37~39,并规范喷涂操作方法,既要喷涂到位又不能使涂料堆积,保证涂料层的厚度。
对于这个造型是比较严格的,我们的玉林铸铁闸门在造型方面完全符合这方面的需要,而且产品变得更加的好。