





镀锌管桥梁防撞栏杆无中间商的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
以下是:镀锌管桥梁防撞栏杆无中间商的图文介绍

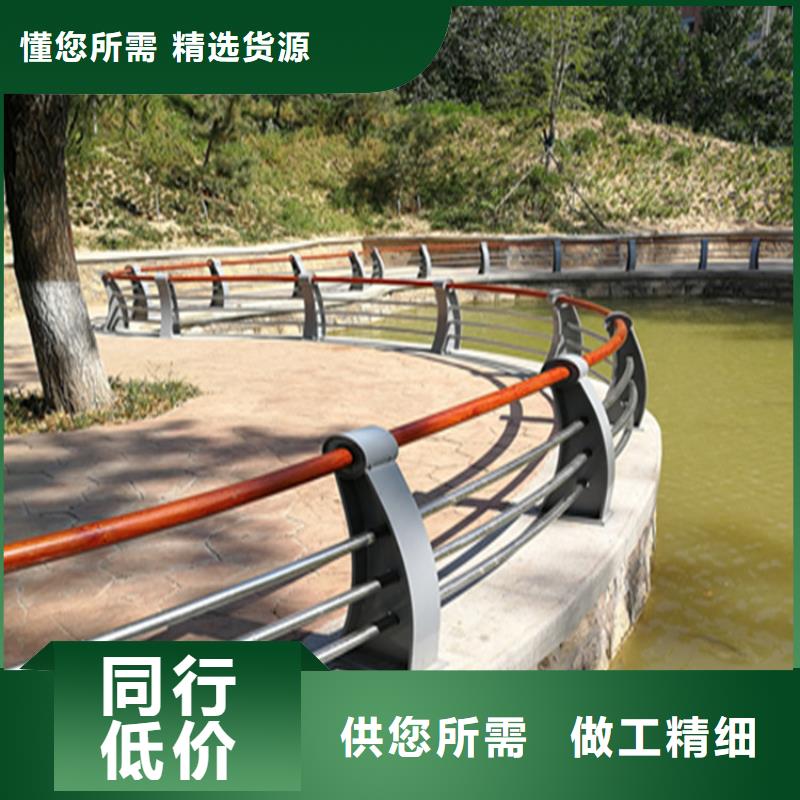
灯光护栏桥梁护栏产品成型之后公司的相关负责人需要对产品,进行批量化的脱脂处理,避免表面油脂的存在,对于后期产品的保养和维护,带来一定的影响,在涂层处理成功之后,就需要进行两次清洗,******次清洗主要清洗表面的污渍和一些附着物,第二次清洗就需要进行高频波的清洗,这样的清洗也可以将缝隙中难以察觉到的灰尘细菌等清洗干净,大程度地保证产品的质量,同时也便于后期的保养与维护。桥梁护栏的基础桥梁护栏的安装和桥梁护栏的建设都是有着一定的施工的基础的,对于常见的桥梁护栏的基础是什么呢?对于常见的桥梁护栏的基础的规定是有哪些呢?我们和桥梁护栏厂家来进行详细去了解一下常见的桥梁护栏是怎么进行规定基础的吧:桥梁护栏可以有效地保护车辆行人在桥梁上的。因此,桥梁护栏的施工也是很重要的,那么桥梁护栏施工时需要注意哪些问题呢。


灯光护栏在整个涂层体系中,具有以下的作用:1、氟碳漆保光保色作用。即氟碳漆可以长期保持油漆的颜色、光泽,受外部环境(主要是紫外线)的引起的失光、失色过程缓慢。而普通的油漆,在户外环境下,特别容易失光、失色、黄变、粉化等,外观不能保持。2、氟碳漆保护作用氟碳漆具有很好的耐腐蚀性,对于盐雾腐蚀环境、化工大气环境、城市污染环境、酸雨、雾霾等环境具有很好的耐受性,可以有效的保护底涂层及钢结构被腐蚀。超长的耐候作用,经户外长期使用和人工加速老化试验表明,氟碳涂料中氟树脂分子链上的氟碳键能抵抗紫外线的降解作用,具有普通涂料无法媲美的超耐候性(户外使用寿命二十年以上)。优异的防腐作用,氟碳涂层可以通过3000小时中性盐雾试验,它耐所有的强酸、强碱、强氧化剂,通过多层次涂装、利用各涂层的装饰作用、隔热作用、屏蔽作用、缓蚀作用和阴极保护作用,能达到对底材数十年的防腐装饰目的。



聚金属制品(甘肃省分公司)领导秉承做百年企业,树百年品牌的远大理想,确立了“诚信、求实、制高”的企业宗旨,对 【高速开口栏网】产品进行了长期深入的研究与开发,以先进的技术,为广大客户提供满意的服务。
我们坚信凭借技术优势,丰富的工程经验、以及服务大众的坚定决心,定能在 【高速开口栏网】专业领域做出了令人瞩目的成绩!



桥梁灯光护栏不锈钢复合管生产工艺不锈钢复合管是指由不锈钢外壳和铝合金管加工而成的新型复合管,它采用特制修型过头,内壁非常光滑,能够有效保护水不被腐蚀,因此在建筑行业得到广泛应用。下面我们就通过介绍不锈钢复合管的生产工艺来了解该产品。首先,我们需要根据客户需求来确定不锈钢外壳的规格及管道的长度。然后,将不锈钢和铝合金材料剪切成指定的长度,再配合加工,形成不锈钢外壳。之后,将不锈钢外壳放入加工机内,开始进行复合加工,即将铝合金管和不锈钢外壳组装成复合管。接下来,进行正压焊工艺,以保证复合管相互之间的贴合铆接。然后,对复合管进行多次加工,使其完全符合客户的要求,生产出符合质量标准的产品。,完成成品检测,检查产品是否符合相关质量标准,并将检测结果记录下来,以便追踪检测。总之,不锈钢复合管的生产工艺主要包括确定不锈钢外壳及配件的规格及尺寸、剪切不锈钢和铝合金材料、组装复合管、正压焊、多次加工以及完成检测等步骤。在施工上,采用不锈钢复合管有利于提高水质,有效阻止水垢滋生,也保护了环境,受到了社会各界的认可。



