





观看我们的产品视频,就像打开了一扇通往珩磨管_【油缸管】细节展示产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
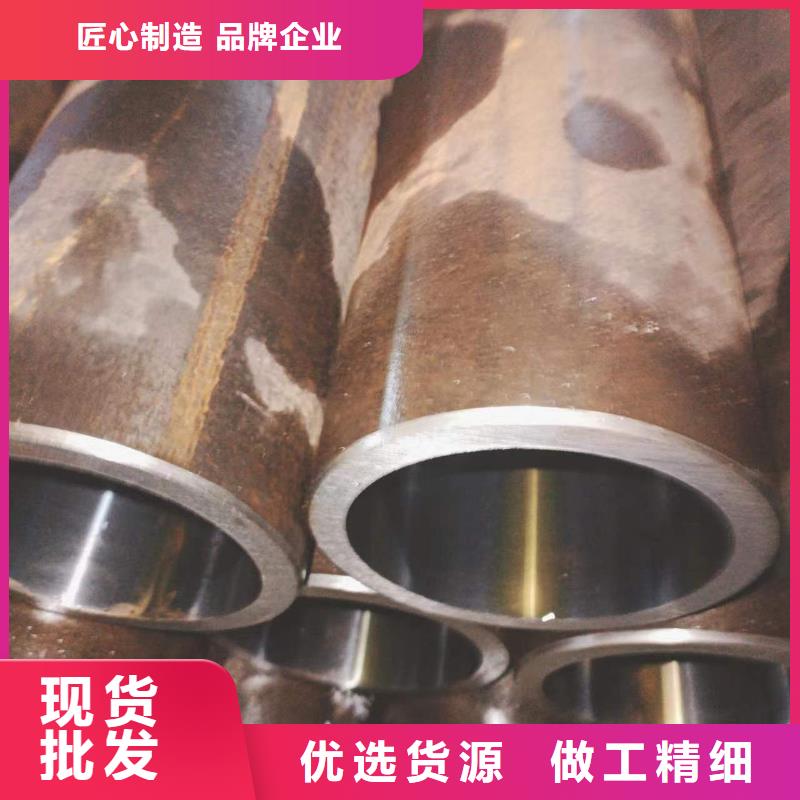
以下是:珩磨管_【油缸管】细节展示的图文介绍

珩磨油缸管有些变化是对外部电源的需要,但也要付出代价。当传统的道路已经行不通了,企业迫切需要寻找新的发展路径,当没有什么比“倒逼机制”更有效得多。“要规模”是在新的常态,倒逼企业经济发展方式,颠覆思维和生产组织的传统模式,不断求新求变,不断追求超越自我的突破,只有这样,才能实现可持续发展。珩磨油缸管余勇深有感触地说,珩磨油缸管改革前的“阵痛”,但蝴蝶成长的烦恼。涅槃是一种痛苦凤凰浴火重生,只要我们看看它与发展的角度来看,把它和使用改革,将能够成功地找到解决“阵痛”食谱。在整个“关闭”,中国珩磨油缸管业将在更广阔的发展空间,迎来。珩磨管


珩磨管的布置要求珩磨管有别于普通的管材,因此不管是它的加工方式,还是管路布置,都有非常特殊的要求。围绕着这两方面的内容进行详细的描述,以便于使珩磨管的功效得到充分的发挥。珩磨管实质上是一种经过特殊处理的高精密无缝钢管,其良好的性能使得它在各个领域中都有不错的使用效果。珩磨管在布置的时候,不管是排列还是走向都应该整齐一致,而且应层次分明。尽量采用水平或垂直的方式进行布置,而且在平行度和垂直度等方面也有严格的规定。珩磨管的切割也比较降低,如果直径是大于50mm的话, 是采用机械加工方法切割,确保管子切割面的平整,不能有毛刺、氧化皮、熔渣等缺陷存在。



九冶管业有限公司(洛阳分公司)多年来本公司始终奉行“靠质量占市场,靠信誉赢客户,靠新品谋发展,靠科技创未来”的理念,不断弘扬企业文化,不断加强内部管理,不断提高产品质量,不断企业品牌,积j i打造j i具正雷特色的 高精度珩磨管精品。


珩磨管的实用性如何。珩磨管的工作其实说简单点就是为了减少工件的表面粗糙程度,但是很多人并不知道珩磨管到底是怎样工作的,下面我们就简单的来了解一下珩磨管是怎样工作的吧。在珩磨管工作的时候,会有一个砂条。砂条上会放上很多磨粒,如果给这些磨粒够多的压力,那么珩磨管就会以相应的速度,然后对工件的表面进行摩擦。这样的挤压和挂侧就可以细细的减少工件的表面粗糙程度。还有就是在砂条运转和上下运动的时候,那些磨粒会在表面形成相应运动轨迹。珩磨管的切速是比较低的,这样就能够大大增加珩磨的效率。

