



文字描述虽好,但视频更能直观展示C276法兰inconel625长期供应产品的每一处细节。
以下是:C276法兰inconel625长期供应的图文介绍

沃盛特材(朝阳市分公司)自创立以来,一贯坚持以“科技是di yi生产力”的理论为导向,以品牌战略为先导,以完善的工艺和对品质的孜孜追求,推出 哈氏合金C276管产品。部分产品已经通过CQC认证、CCC认证、CE认证,企业通过ISO9001质量体系认证和ROHS环保认证。



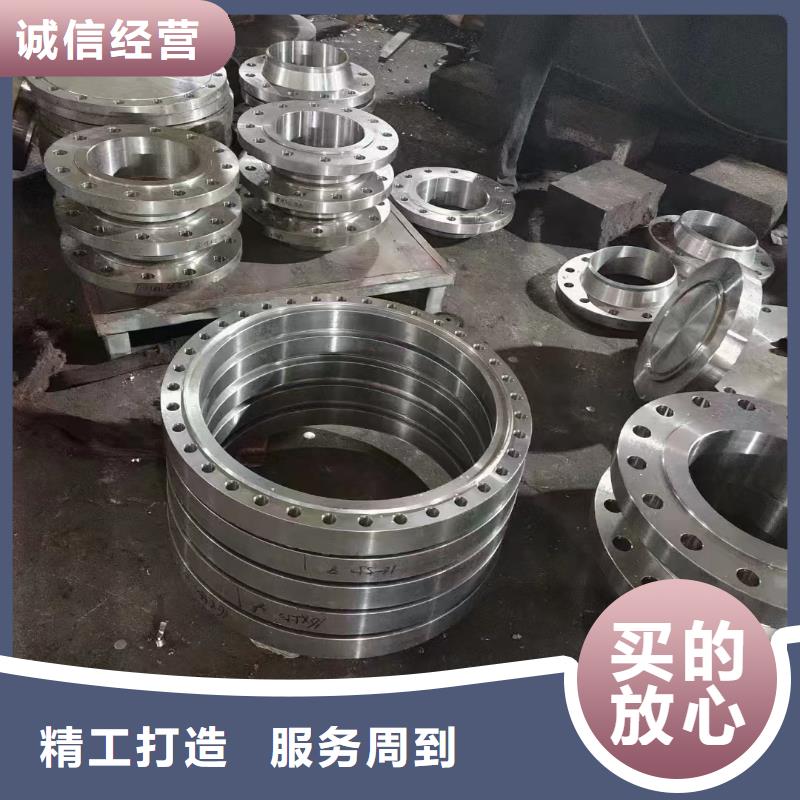
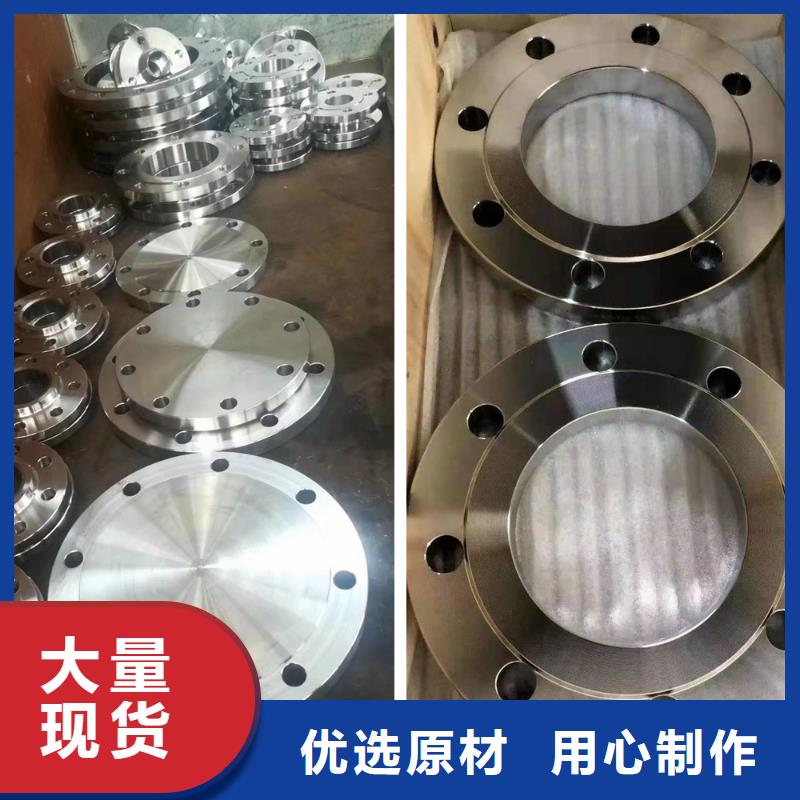
C276法兰生产工艺主要分为锻造、辽宁朝阳附近铸造、辽宁朝阳附近割制、辽宁朝阳附近卷制这四种。(1)铸造法兰和锻造法兰铸造出来的法兰,毛坯形状尺寸准确,加工量小,成本低,但有铸造缺陷(气孔.裂纹.夹杂);铸件内部组织流线型较差(如果是切削件,流线型更差);锻造法兰一般比铸造法兰含碳低不易生锈,锻件流线型好,组织比较致密,机械性能优于铸造法兰;锻造工艺不当也会出现晶粒大或不均,硬化裂纹现象,锻造成本高于铸造法兰。锻件比铸件能承受更高的剪切力和拉伸力。铸件的优点在于可以制造出比较复杂的外形,成本比较低;锻件优点在于内部组织均匀,不存在铸件中的气孔,夹杂等有害缺陷;从生产工艺流程区别铸造法兰和锻造法兰的不同,比如离心法兰就属于铸造法兰的一种。离心法兰属于精密铸造方法生产法兰,该种铸造较普通砂型铸造组织要细很多,质量提高不少,不易出现组织疏松、辽宁朝阳附近气孔、辽宁朝阳附近沙眼等问题。



C276法兰锻造工艺过程一般由以下工序组成,即选取优质钢坯下料、辽宁朝阳当地加热、辽宁朝阳当地成形、辽宁朝阳当地锻后冷却。锻造的工艺方法有自由锻、辽宁朝阳当地模锻和胎膜锻。生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法。自由锻生产率低,加工余量大,但工具简单,通用性大,故被广泛用于锻造形状较简单的单件、辽宁朝阳当地小批生产的锻件。自由锻设备有空气锤、辽宁朝阳当地蒸汽-空气锤和水压机等,分别适合小、辽宁朝阳当地中和大型锻件的生产。模锻生产率高,操作简单,容易实现机械化和自动化。模锻件尺寸精度高,机械加工余量小,锻件的纤维组织分布更为合理,可进一步提高零件的使用寿命。自由锻的基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、辽宁朝阳当地拔长、辽宁朝阳当地冲孔、辽宁朝阳当地弯曲和切断等。1. 镦粗 镦粗是对原坯料沿轴向锻打,使其高度减低、辽宁朝阳当地横截面增大的操作过程。这种工序常用于锻造齿轮坯和其他圆盘形类锻件。镦粗分为全部镦粗和局部锻粗两种。2. 拔长 拔长是使坯料的长度增加,截面减小的锻造工序,通常用来生产轴类件毛坯,如车床主轴、辽宁朝阳当地连杆等。3. 冲孔 用冲子在坯料上冲出通孔或不通孔的锻造工序。4. 弯曲 使坯料弯曲成一定角度或形状的锻造工序。5. 扭转 使坯料的一部分相对另一部分旋转一定角度的锻造工序。6. 切割 分割坯料或切除料头的锻造工序。


