


想一睹珩磨管【液压缸筒】一对一为您服务产品的真实风采吗?我们的现场实拍视频将带您亲临现场,感受产品的卓越品质和创新设计,不容错过!
以下是:珩磨管【液压缸筒】一对一为您服务的图文介绍

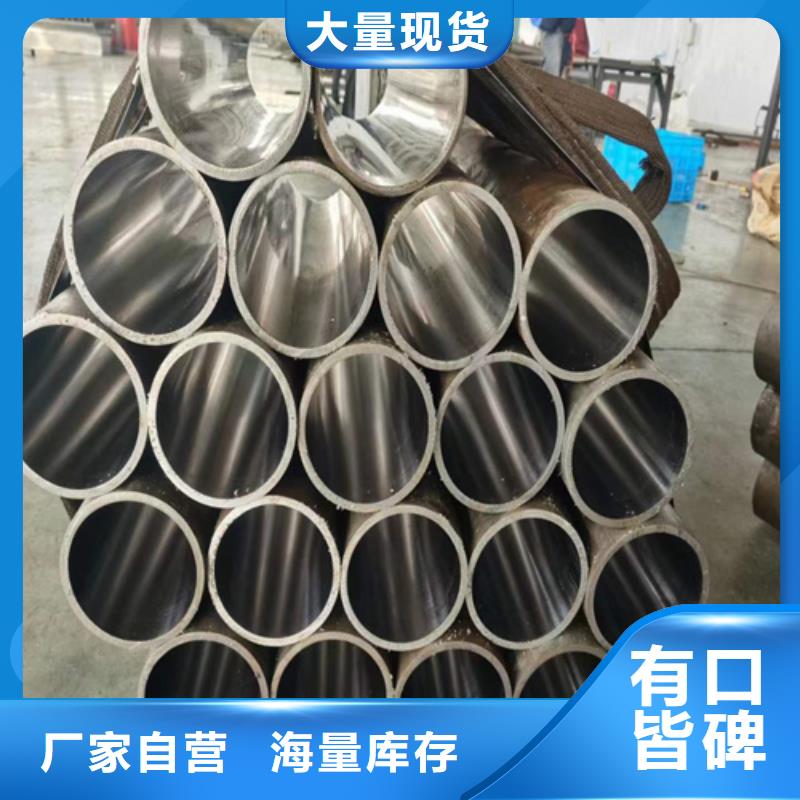
珩磨油缸管,其与珩磨气缸管,以及珩磨管一样,都是网站中的重要产品和主打关键词,所以,在其学习要求上,是必须要做到和细致,没有任何遗漏之处,这样,才能体现该产品的重要性。既然,将该产品的学习要求提出来了,那下面,不如来响应和执行吧,这样,大家也能从学习中有些收获和进步,从而,让自己从中受益。1.珩磨油缸管和油缸管,是一样的吗?珩磨油缸管和油缸管,虽然,这两个在名字上,相差了两个字,但是,它们是不一样的,严格来讲,它们之间,是为从属关系。因为,珩磨油缸管,其说明该油缸管是采用了珩磨工艺,所以,将其称之为珩磨油缸管,而油缸管的生产制造工艺,除了珩磨,还可以是为滚压。所以,珩磨油缸管,其是为油缸管的一个种类。


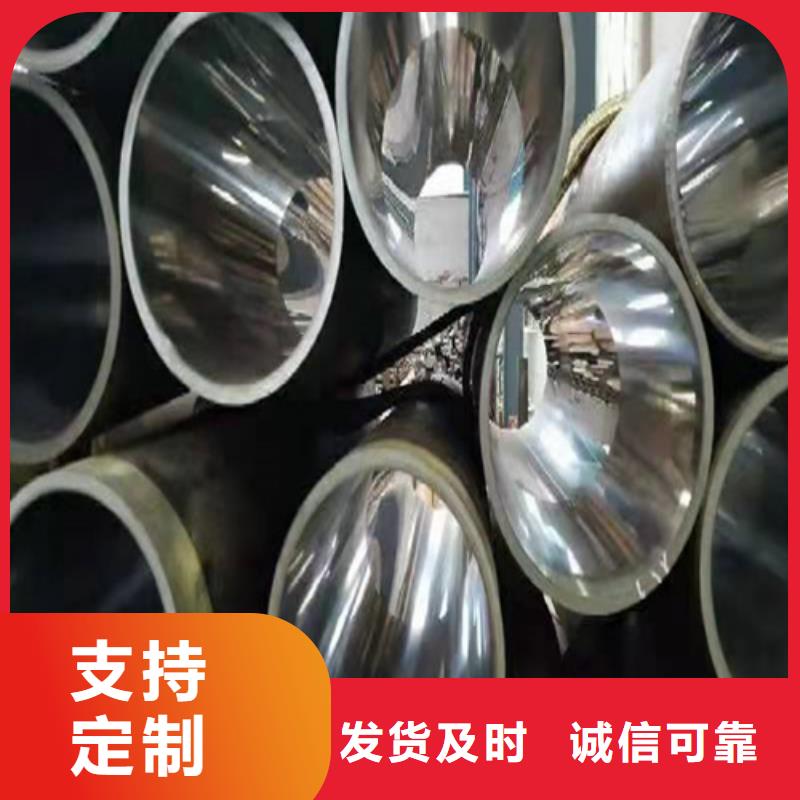
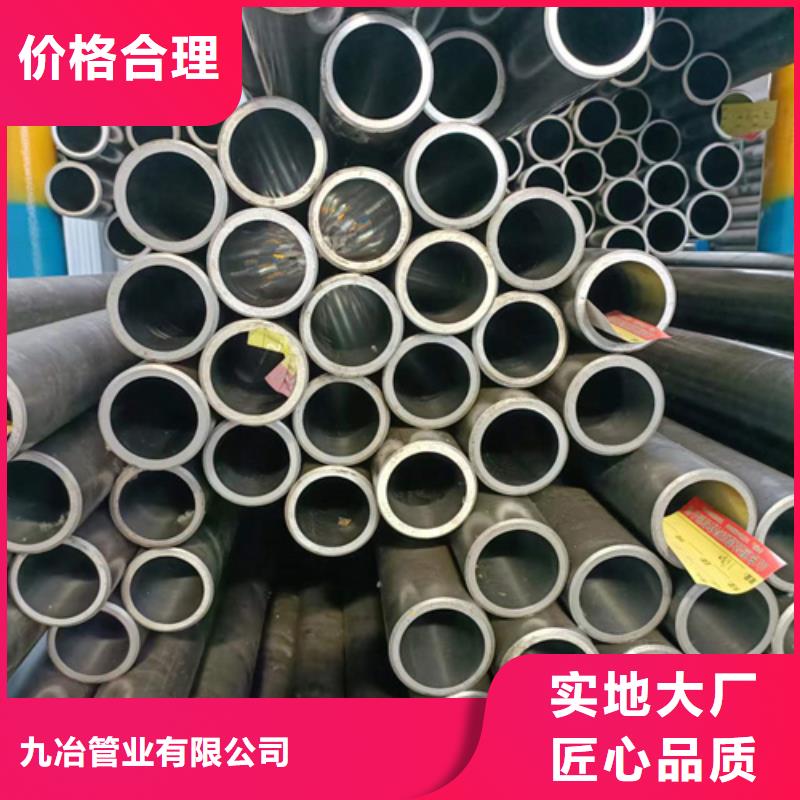
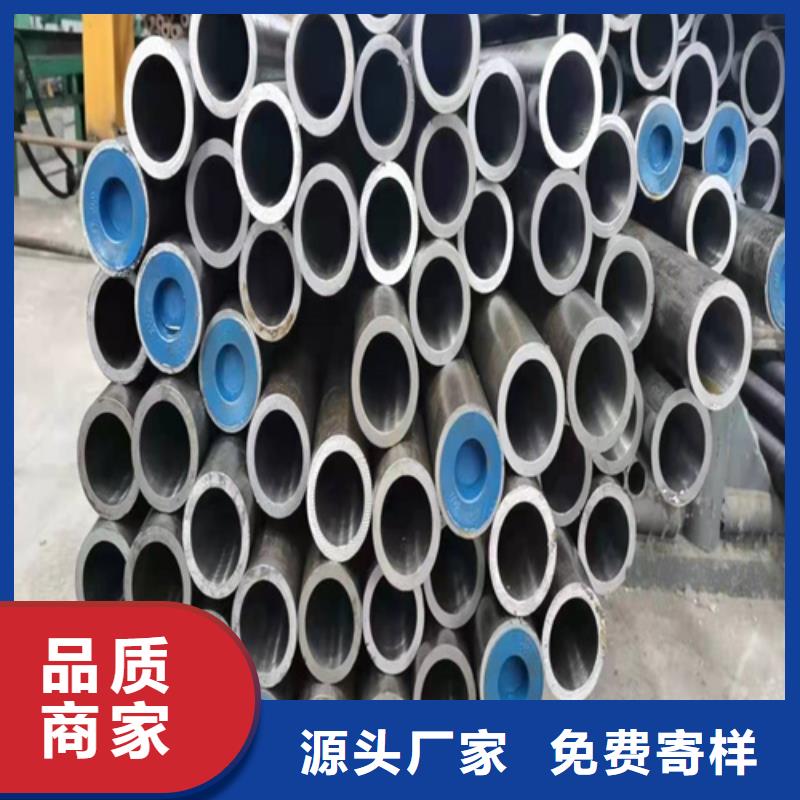
珩磨管1主营材质:20#、Q235、20G、35#、45#、16Mn、Q345、40Cr、27SiMn、12Cr1MoV、10CrMo910、15CrMo、35CrMo、42CrMo。广泛应用:工程机械、冶金机械、塑料机械、启闭机械、矿山机械、道路施工机械、纺织机械等多个行业。加工形式:1.冷轧2.冷拔3.珩磨4.滚玉现在,随着工业化的推进,越来越广泛的珩磨油缸管,珩磨油缸管和成本要求的应用也越来越高,所以是珩磨油缸管正在进行的结构改革和创新,在这个市场上,要进行供给结构改革的珩磨油缸管生产方,并与市场大规模发展,珩磨油缸管已经证明,改革,创新,加大投资市场是正确的。那么该怎么办呢?



九冶管业有限公司(岳阳分公司)是一家专业生产 高精度珩磨管的厂家,我公司位于开发区丁快工业园,交通方便、运输方便,生产经营优势明显。公司主要产品为 高精度珩磨管。 我公司与各大合作伙伴建立了良好的合作关系。公司一直致力于技术创新和产品质量的研发,经公司领导和广大员工的不懈努力,公司不断取得喜人的成绩。我公司秉承:诚信做人, 踏实做事的原则,坚信:天道酬勤,致臻方达。我们相信凭借公司所有员工的诚信品德,以及质优价廉的产品,心贴心的服务,定能与各地朋友共同长远发展!




