


不容错过的无缝钢管_焊管追求品质视频展示!产品特点一目了然,为您的购买决策提供坚实依据。
以下是:无缝钢管_焊管追求品质的图文介绍
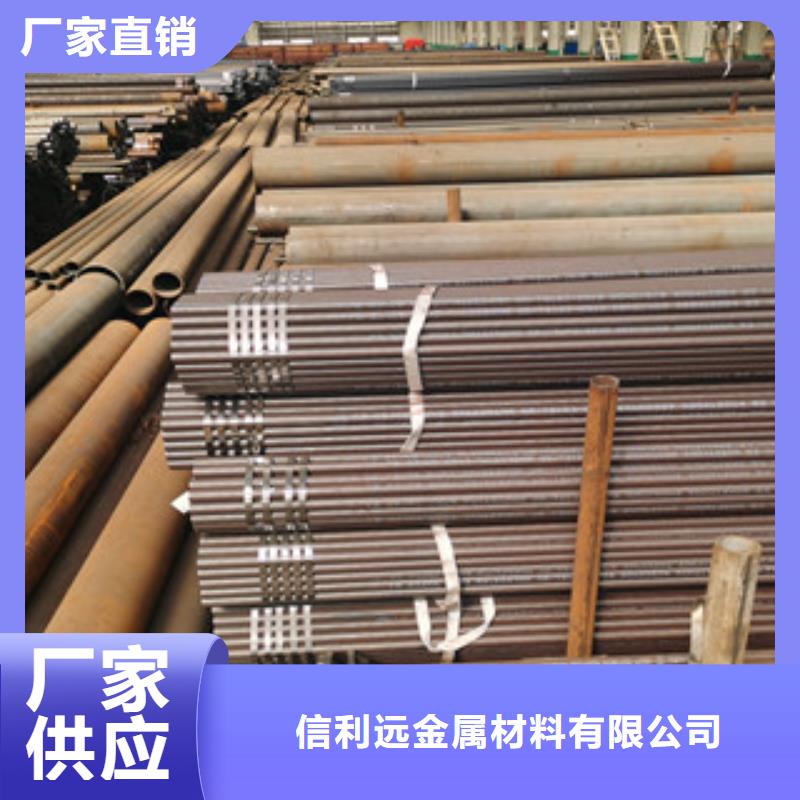
信利远金属材料(潮州市分公司)地处广东潮州经开区,是一家从事研发设计、生产、销售 热轧无缝钢管制品为一体公司,以质量求生存,以信誉求发展,以一切为了顾客的方针准则,赢得了广大客户的信赖。 热轧无缝钢管产品畅销全国125个城市地区;诚挚期待与您合作。



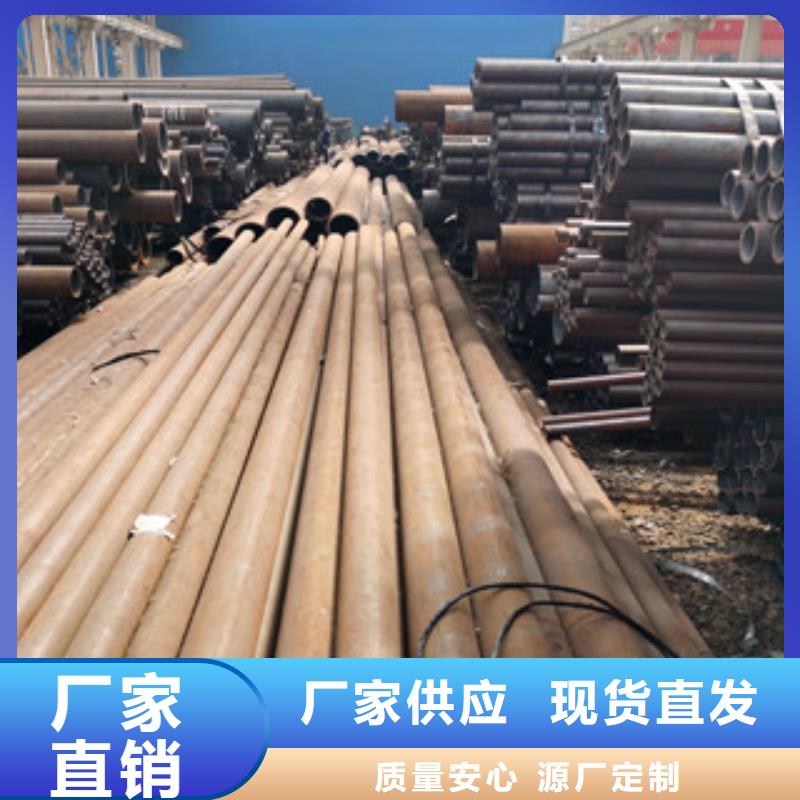
无缝钢管按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等;按外形分类有圆形管、异形管之分。异形管除方形管和矩形管外,还有椭圆管、半圆管、三角形管、六角形管、凸字形管、梅花形管等;按材质的不同,分为普通碳素结构管、低合金结构管、优质碳素结构管、合金结构管、不锈管等;按专门用途分,有锅炉管、地质管、石油管等。
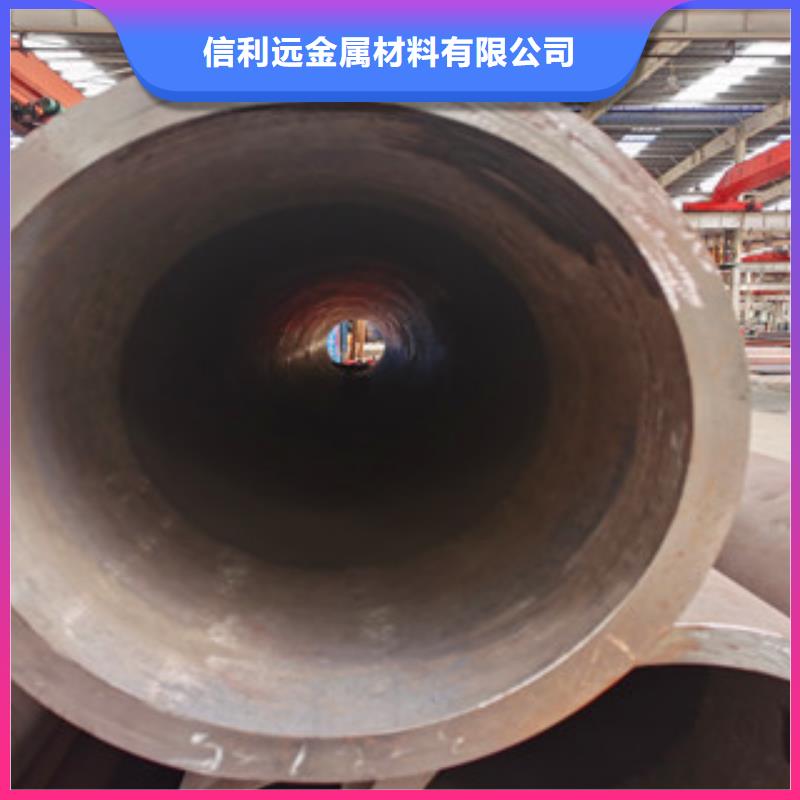
热轧管外径32~630mm。壁厚2.5~75mm。冷轧(冷拔)管外径5~200mm。壁厚2.5~12mm;外观质量:钢管的内外表面不得有裂缝、折叠、轧折、离层、发纹和结疤缺陷存在。这些缺陷应完全掉,后不得使壁厚和外径超过负偏差;钢管的两端应切成直角,并毛刺。壁厚大于20mm的钢管允许气割和热锯切割。经供需双方协议也可不切头。按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。
热轧管外径32~630mm。壁厚2.5~75mm。冷轧(冷拔)管外径5~200mm。壁厚2.5~12mm;外观质量:钢管的内外表面不得有裂缝、折叠、轧折、离层、发纹和结疤缺陷存在。这些缺陷应完全掉,后不得使壁厚和外径超过负偏差;钢管的两端应切成直角,并毛刺。壁厚大于20mm的钢管允许气割和热锯切割。经供需双方协议也可不切头。按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。



信利远金属材料(潮州市分公司)位于经济技术开发区卓越物流园。本公司是一家专业开发设计生产 热轧无缝钢管。本公司严把质量关紧紧盯住市场发展的前景,对任何影响质量和企业的各种因素实行跟踪和排除,使产品质量稳重上升,新产品种类不断增加,市场占有率逐步扩大。公司严格遵循质量可靠、客户至上、以人为本的方针目标,建立了完整的售后服务体系,全力为客户提供贴心的服务,充分保证了每位客户无后顾之忧,并积j i发展了以客户为导向的研发工作,保证了每位客户的需求。我们遵循合作、和谐、发展、双赢的原则,与全国供应商建立了深厚的友谊和良好的合作关系,在风云变幻的市场经济大潮中共谋发展;我们坚持诚信、品牌、服务、创新的经营理念,在激烈竞争的农化市场中共铸品牌塑造和谐营销,建立双赢的战略合作伙伴关系。




我们生产无缝钢管材质不一样,元素自然就是不一样。总体来说我们无缝钢管不易生锈。但是并不是说既然无缝钢管不容易生锈我们平常就不管它了,直接把它放在一边我们就可以高枕无忧了。因为无缝钢管平常不注意保养话,它使寿命也会缩短,也会给我们无缝钢管厂和客户带来不必要损失。
此外,筛选落后产能规范也能够变成一个亮点,不再单纯以设备产能巨细作为筛选规范,而是愈加着重规范。在采访中知道到,在方针等外界要素压力下,会打着调整产品结构,吞并重组等旗帜,成果往往是把曾经小产能变成了大产能。
比如说有不少人,对于钢管印象,就是很容易生锈。因为普通钢管,自身抗氧化性能比较差。如果在使过程中,不进行一定维护话。那么管道使寿命,就会大大减少。可使无缝钢管,却没有这方面顾虑。
此外,筛选落后产能规范也能够变成一个亮点,不再单纯以设备产能巨细作为筛选规范,而是愈加着重规范。在采访中知道到,在方针等外界要素压力下,会打着调整产品结构,吞并重组等旗帜,成果往往是把曾经小产能变成了大产能。
比如说有不少人,对于钢管印象,就是很容易生锈。因为普通钢管,自身抗氧化性能比较差。如果在使过程中,不进行一定维护话。那么管道使寿命,就会大大减少。可使无缝钢管,却没有这方面顾虑。


为了研究材料高温塑性,进行了一系列热模拟拉伸实验。可以发现900-1 200℃为9Ni钢的高塑性区,其拉伸变形量可达90%以上。对比轧管各个阶段的变形量与变形温度,不难发现穿孔与斜轧两个步骤都在高塑性区,且变形量远小于材料的变形能力。定径步骤 阶段温度虽然低于900℃,但是前面的分析已经表明,管体外表而的缺陷形成在定径之前。因此可以认为,本次轧制中出现的小外折与裂纹不是由于材料本身塑性不佳引起的。
在 100℃经不同时间氧化样品的形貌。可见,虽然为氧化样品表面光滑,但是1h后氧化层与金属界面之间就出现了细小的晶界氧化,见图4(b)。随着氧化时间延长,晶界氧化深度进一步加深,见图4(c).(d)。此时晶界氧化速度大于氧化层相金属内推进速度。当晶界氧化深度达到一定程度以后,随着氧化时间延长,氧化层厚度进一步增加,但是晶界氧化深度不再进一步加大,见图4(e)。可见此时晶界氧化及氧化层相金属内部推进的速度达到了平衡。
在 100℃经不同时间氧化样品的形貌。可见,虽然为氧化样品表面光滑,但是1h后氧化层与金属界面之间就出现了细小的晶界氧化,见图4(b)。随着氧化时间延长,晶界氧化深度进一步加深,见图4(c).(d)。此时晶界氧化速度大于氧化层相金属内推进速度。当晶界氧化深度达到一定程度以后,随着氧化时间延长,氧化层厚度进一步增加,但是晶界氧化深度不再进一步加大,见图4(e)。可见此时晶界氧化及氧化层相金属内部推进的速度达到了平衡。



