




为了让您更好地了解数控编程培训,数控培训国标检测放心购买产品的优势和特点,我们特意制作了产品视频。请您在空闲时间观看,相信会给您带来一份全新的体验和感受。
以下是:数控编程培训,数控培训国标检测放心购买的图文介绍

德玛科技信息(武威市分公司)
数控培训供应厂家
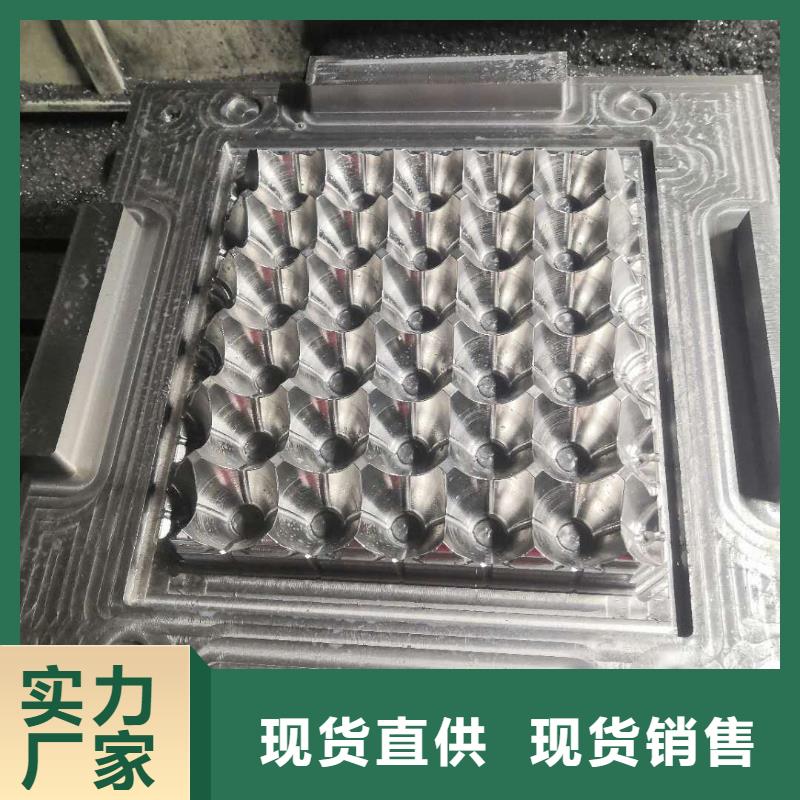
货真价实品质过关
现货直发库存充足
数控培训的详细介绍
放心选购厂家销售

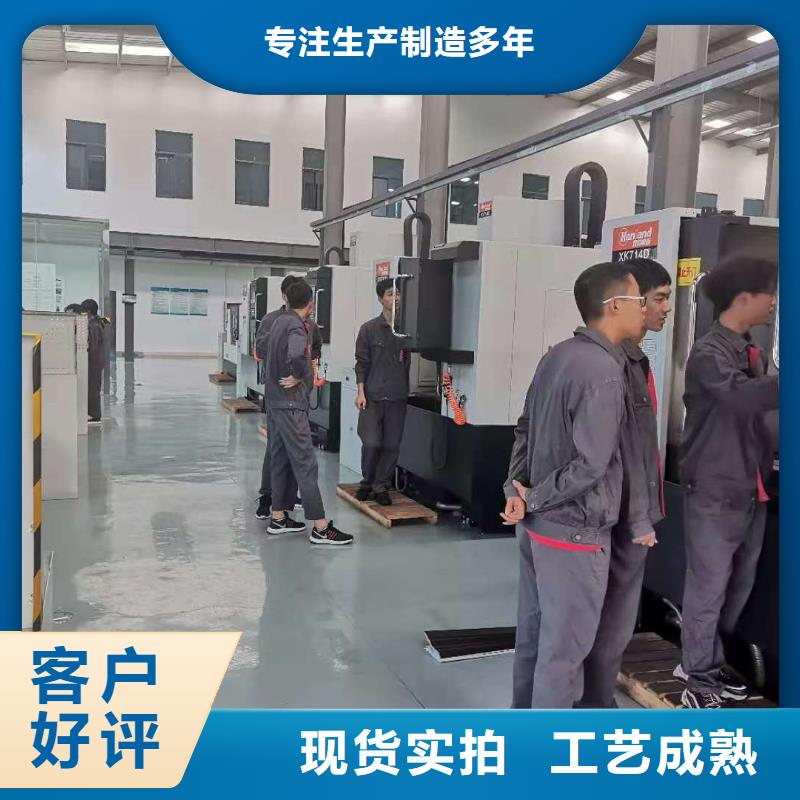
河北德玛数控编程培训整理培训目标培养适应现代化经济建设需要,德、智、体发展,具有扎实的数控机床加工专业知识,有较强的动手能力,能在生产一线的智能、技能型操作岗位上,从事数控加工和数控设备操作与管理的人才。主要课程机械制图、公差配合与技术测量基础、金属材料与热处理、机械设计基础、工程力学、液压与气动技术、机床夹具、金属切削原理与刀具、机械制造工艺学、电工电子基础及操作技能、钳工技能培训数控车床加工技术、数控铣床加工中心加工技术、电火花加工技术、AutoCAD、PRO/E三维造型与设计、UG三维设计与数控编程、MASTERCAM三维设计与数控编程、数控机床结构与维护。


以质量求发展,把好的数控培训交付客户

数控培训支持多种规格定制,24小时客服





德玛科技信息(武威市分公司)
多年数控培训行业经验值得信赖

的 数控培训生产制造能力,让您省心
①现代化高科技生产,配有先进生产 数控培训设备及检测仪器
②公司合作有多处生产基地供货以确保订单完成率
③ISO9001国际化生产流程管理,致力于成为国内 数控培训设计、研发、制造、生产基地

