




想要更直观地了解【球墨铸铁管配件 dn300球墨铸铁管每一处都是匠心制作】产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:【球墨铸铁管配件 dn300球墨铸铁管每一处都是匠心制作】的图文介绍
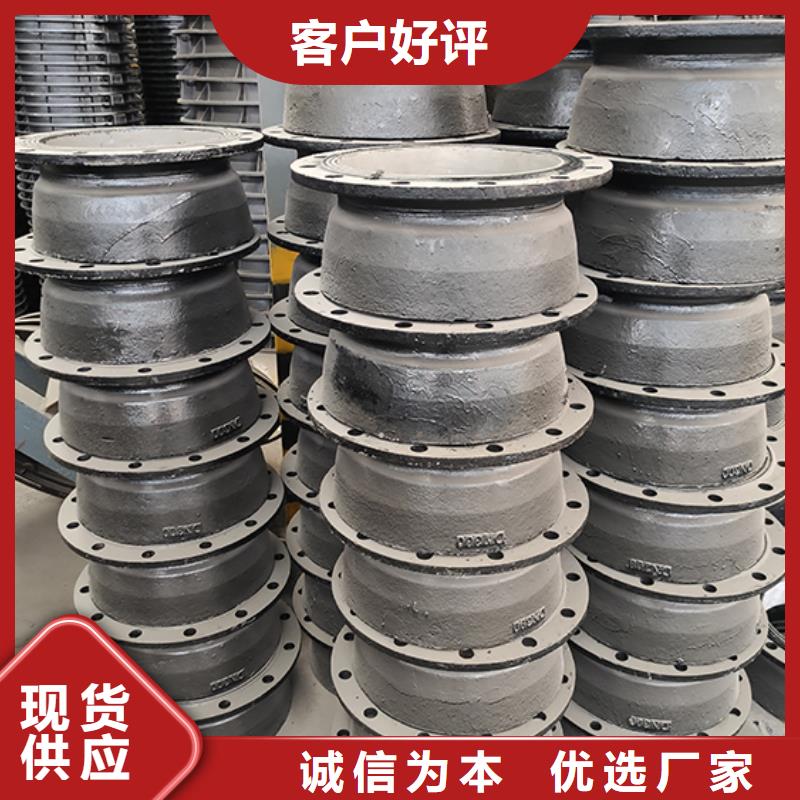
鑫福兴管业有限公司专注从事 泰州靖江球墨铸铁管的设计、经销、安装及技术服务。为客户提供满意的方案配置、咨询提供、技术支持等一系列超值的价值与服务;公司主营产品: 泰州靖江球墨铸铁管。本着对客户热忱的服务、优异的品质和不断革新的理念、并配置各种先进的专业设备,确保我们有能力提供富有竞争力的产品和服务。



球墨铸铁管配件 阀杆材质,力求不锈钢阀杆(2CR13),大口径阀门也应是不锈钢嵌包的阀杆。螺母材质,采用铸铝黄铜或铸铝青铜,且硬度与强度均大于阀杆阀杆衬套材质,其硬度与强度均应不大于阀杆,且在水浸泡状况下与阀杆、阀体不形成电化学腐蚀。密封面的材质①阀门类别不一,密封方式及材质要求不一;②普通楔式闸阀,铜环的材质、固定方式、研磨方式均应说明;③软密封闸阀,阀板衬胶材料的物理化学及卫生检测数据;④蝶阀应标明阀体上密封面材质及蝶板上密封面材质;它们的物理化学检测数据,特别是橡胶的卫生要求、抗*老化性能、耐*磨性能;通常采用丁睛橡胶及三元乙丙橡胶等,严禁掺用再*生胶。



阀轴填料①由于管网中的阀门,通常是启闭不频繁的,要求填料在数年内不活动,填料亦不老化,长期保持密封效果;②阀轴填料亦应在承受频繁启闭时,密封效果的良好性;③鉴于上述要求,阀轴填料力求终*身不换或十多年不更换;④填料若需更换,阀门设计应考虑能有水压的状况下更换的措施。由球墨铸铁管配件的凝固特点认为球铁件易于出现缩孔缩松缺陷,因而其实现无冒口铸造较为困难。阐述了实现球铁件无冒口铸造工艺所应具备的铁液成份、浇注温度、冷铁工艺、铸型强度和刚度、孕育处理、铁液过滤和铸件模数等条件,用大模数铸件和小模数铸件铸造工艺实例佐证了自己的观点。


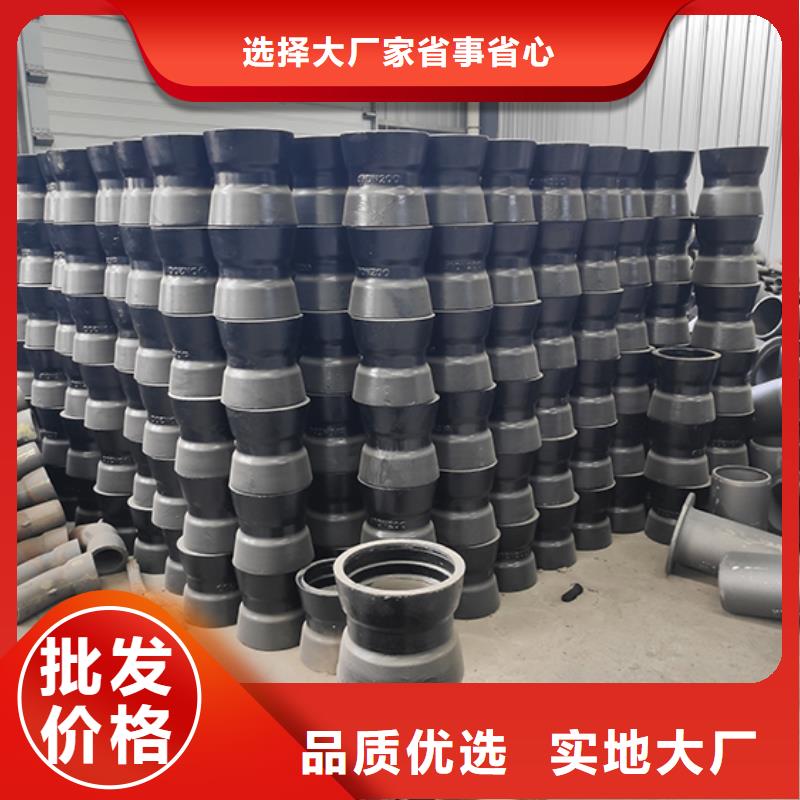
球墨铸铁管应该怎么安装?一、先截取相应长度的球墨铸铁管,切开后应确保直管两端断面与直管轴线笔直、断口润滑规整、无飞边毛刺,以免划伤橡胶密封圈; 二、在球墨铸铁管的两端插口上画好刺进深度标志线,深度标志线的断面与轴线相笔直,管件承口与直管插口端部连接处应保留大约5mm的间隙; 三、将法兰压盖、橡胶密封圈依次套人直管插口端,橡胶密封圈的上边缘与直管插口上画好的刺进深度标志线对齐; 四、装置直管时将直管插口端刺进管件承口内,装置管件时将管件承口端套入直管插口,并坚持橡胶密封圈在承口内的深度相同; 五、顺管件指向直管的方向装入螺栓,紧固螺栓时应对角交叉进行,逐一逐次均匀紧固,使橡胶密封圈均匀受力。球墨铸铁管装置技术要求:施工前,对管材、管件、橡胶圈等做一次外观检查,发现有问题的均不能运用。 球墨铸铁管普通采用滑入式T型接口,只需将插口刺进承口就位即可。施工理论证明:这种接口具有可靠的密封性、杰出的抗震性和耐腐蚀性,操作简略,装置技术易操控,改善了劳动条件,质量可靠,接口完成后即可通水,是一种比拟好的接口方式。 球墨铸铁管配件



影响球墨铸铁管配件生产的7大因素: (1)碳当量:铁水碳当量过高(尤其是高硅含量),使石墨球化的影响。试验表明,厚壁铸件,当碳当量超过共晶成分是可能产生开花石墨。但增加的碳含量增加铁水镁回收率。因此,大多数高碳低硅生产的原则,通常硅含量在2%左右控制。此外,碳当量,铸件壁厚的选择:当管壁厚度为6.5?76毫米,碳当量的4.35%至4.7%;壁厚>76毫米,碳当量的4.3%到40.35%。 (2)硫:当铁液中的含硫量太高时,硫与镁和稀土生成硫化物,因其密度小而上浮到铁液表面,而这些硫化物与空气中的氧发生反应生成硫,硫又回到铁液,又重复上述过程,从而降低了镁与稀土含量。当铁液中的硫大于0.1%时,即使加入多量的球化剂,也不能使石墨完全球化。 (3)稀土与镁:稀土与镁含量过低时,往往产生球化不良或球化衰退现象。一般工厂要求球化剂的加入量为1.8%~2.2%。 (4)壁厚:铸件壁太厚也容易产生球化不良及衰退缺陷,主要是因为铁液在铸型中长时间处于液态,镁蒸汽上浮,造成镁含量降低;共晶时大量石墨生成而释放出的结晶潜热使奥氏体壳重新熔化,石墨伸出壳外而畸形长大,形成非球状石墨。 (5)温度:若铁液温度过高,铁液氧化严重,由于镁与稀土易与氧化物产生还原反应,而使得镁、稀土含量降低,同时高温也将增加镁的烧损和蒸发;铁液温度太低,球化剂不能熔化和被铁液吸收,而上浮至铁液表面燃烧或被氧化。 (6)滞留时间:铁液中镁的含量是随孕育处理后停留时间的增加而减少,其主要原因是因硫及镁、稀土的氧化与蒸发造成的。一般情况下,滞留时间不超过20min。 (7)浇冒口:冒口设计是不合理的,将有施法时间太长,铁水飞溅,以及空气中的参与,因此,镁,稀土氧化物是严重的。

