
一部视频,让您轻松掌握镀锌管无缝钢管支持拿样产品的核心优势。赶紧观看,开启您的产品体验之旅。
以下是:镀锌管无缝钢管支持拿样的图文介绍

货源稳定 源头采购
我们用实力和品质说话
无缝钢管
无缝钢管的详细介绍
厂家销售 定制批发

镀锌管又称镀锌钢管,是指在钢管的表面镀覆上一层锌,一般分为热镀锌和电镀锌两种。热镀锌镀锌层厚,附着力强,使用寿命长久;电镀锌成本低,表面不是很光滑,其本身的耐腐蚀性比热镀锌管差很多。镀锌管常用于煤气、暖气的输送。 镀锌管分类 1、热镀锌管 是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。热镀锌具有镀层均匀,附着力强,使用寿命长等优点。北方大部分工艺采用镀锌带直接卷管补锌工艺。 2、冷镀锌管 冷镀锌就是电镀锌,镀锌量很少,只有10-50g/m2,其本身的耐腐蚀性比热镀锌管相差很多。正规的镀锌管生产厂家,为了保证质量,大多不采用电镀锌(冷镀)。只有那些规模小、设备陈旧的小企业采用电镀锌,当然他们的价格也相对便宜一些。今后不准用冷镀锌管作水、煤气管。 3、热镀锌钢管 钢管基体与熔融的镀液发生复杂的物理、化学反应,形成耐腐蚀的结构紧密的锌一铁合金层。合金层与纯锌层、钢管基体融为一体。故其耐腐蚀能力强。 4、冷镀锌钢管 锌层是电镀层,锌层与钢管基体独立分层。锌层较薄,锌层简单附着在钢管基体上,容易脱落。故其耐腐蚀性能差。在新建住宅中,禁止使用冷镀锌钢管作为给水管。

PRODUCT DETAILS
产品细节
PRODUCT DETAILS

01
真材实料REALMATERIALS
精心选择优质材料制作而成,无缝钢管规格多样可选,满足您的各种需求。

02
价格优势PriceAdvantage
厂家经验丰富,直接供货,无缝钢管无二次销售环节,质量放心。

03
成熟工艺成熟工艺MatureTechnology
支持定做,十余年经验,无缝钢管质量保障,出厂经过严格的质检。
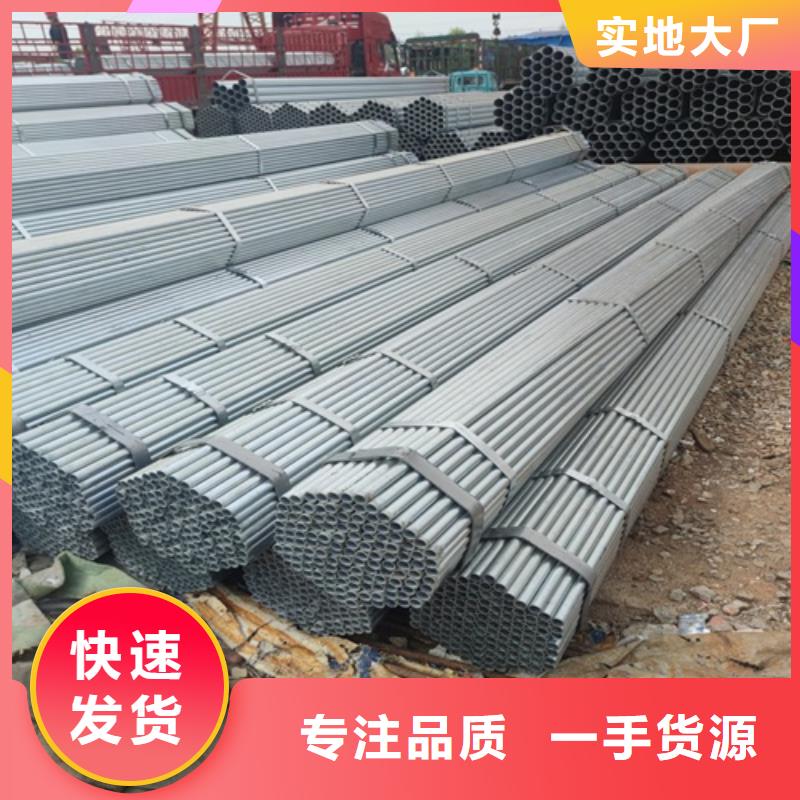
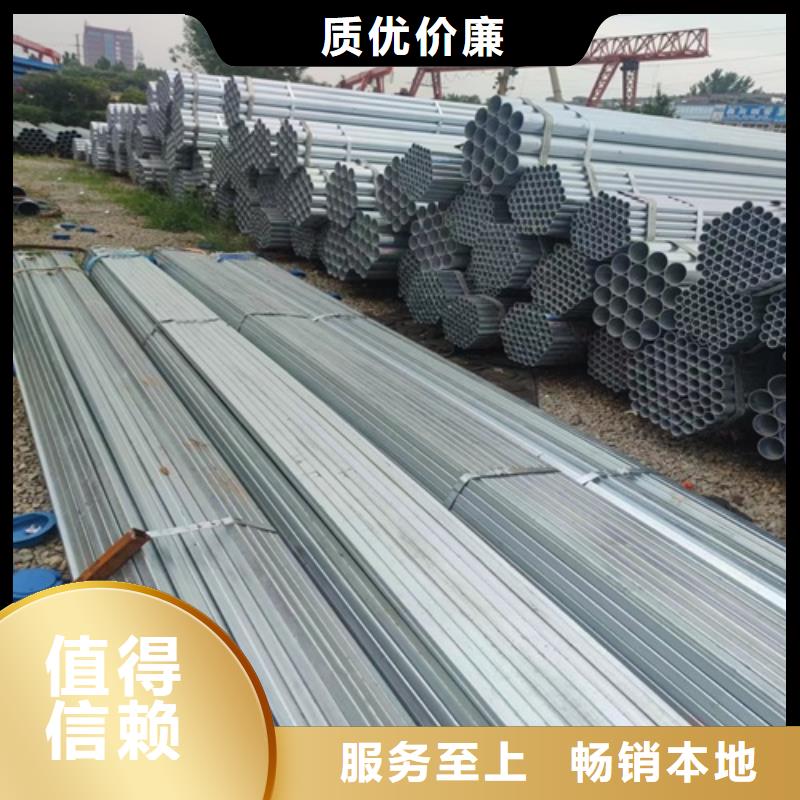
PRODUCT PHOTOGRAPH
产品实拍
PRODUCT PHOTOGRAPH






COMPANY PROFILE
公司介绍
COMPANY PROFILE

鹏鑫钢铁(咸阳市分公司)一直以来奉行“ 无缝钢管货真价实,价格低廉,”杜绝销售假冒伪劣 无缝钢管产品,不欺瞒客户,诚信对待客户,真正做到为客户考虑,出谋划策.提供参考意见,并以诚信待客,多年来在陕西咸阳周边地区赢得众多客户。