

我们的钢板喷漆无缝管低价货源视频现已上线,它比任何文字描述都能更直观地展示产品的魅力。请点击观看。
以下是:钢板喷漆无缝管低价货源的图文介绍

鑫铭万通商贸有限公司(林芝分公司)成立多年,集【石油裂化管】研发、生产、销售和服务于一体的实业型企业,公司主要研制【石油裂化管】并可根据客户图纸或要求研制各种非标【石油裂化管】。 以人为本、科学管理、技术优先、品质保障、诚信务实,取得国内外客户的信赖与支持。 我们的目标是,让我们的【石油裂化管】产品和服务誉满全球!



如果堆焊复合耐磨板表面出现裂纹,那么这个裂纹是否会对焊接效果产生影响?实践表明,堆焊复合耐磨板表面出现裂纹是正常现象,没有裂纹则是不符合技术要求的,但我们希望堆焊复合耐磨板的堆焊层表面裂纹应该是:数量多、外形小,分布呈无规律弥散状,裂纹的深度仅局限在堆焊层之内。国外有关堆焊复合耐磨板的技术文献中也标明:每平方英寸内应出现至少一条裂纹。堆焊复合耐磨板表面有裂纹是允许的,但不得深入母板。上述对堆焊层裂纹的规定,其主要目的为保证堆焊复合耐磨板堆焊层的耐磨性以及在实际使用中的性。
不合理的堆焊工艺将可能造成堆焊复合耐磨板表面裂纹形成连续延伸,贯穿性的大裂纹。这种大裂纹有可能深入母板之中,造成较大的危害性。在焊接电流为600~700A情况下,母板的熔深约为2~3mm,熔深层已渗入碳与合金元素,故不再为韧性金属。一般堆焊复合耐磨板母板厚度为10 mm,堆焊后的实际韧性区金属约减小20~30%,如果表面裂纹越过熔深层向下继续延伸,势必造成母板强度的降低,更为严重者会造成堆焊复合耐磨板的断裂。
不合理的堆焊工艺将可能造成堆焊复合耐磨板表面裂纹形成连续延伸,贯穿性的大裂纹。这种大裂纹有可能深入母板之中,造成较大的危害性。在焊接电流为600~700A情况下,母板的熔深约为2~3mm,熔深层已渗入碳与合金元素,故不再为韧性金属。一般堆焊复合耐磨板母板厚度为10 mm,堆焊后的实际韧性区金属约减小20~30%,如果表面裂纹越过熔深层向下继续延伸,势必造成母板强度的降低,更为严重者会造成堆焊复合耐磨板的断裂。



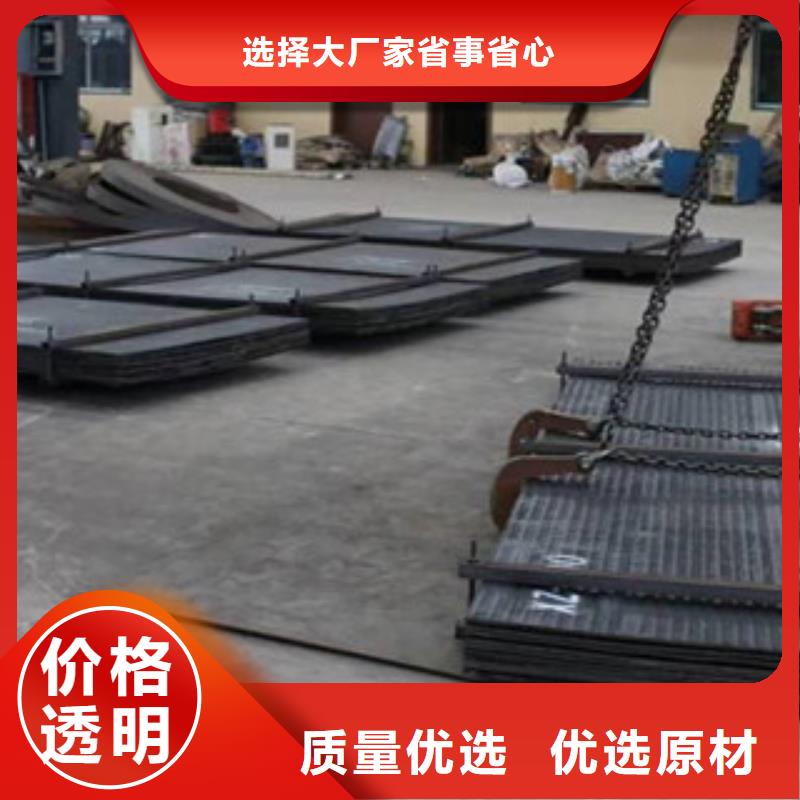
切割:可用等离子切割、碳弧、砂轮锯将大面积双金属复合衬板割成所需要的形状。(为了减少双金属复合衬板时所产生的冷裂纹),双金属复合衬板切割时要进行预热。双金属复合衬板越厚硬度越高,相应预热温度就越高。预热温度不要超过200。
打孔:根据双金属复合衬板硬度选择钻头,高速合金钻头,双金属复合衬板的机加工:双金属复合衬板具有良好的切削及剪切性能。常用工具材质为高速钢或硬质合金钢,打磨需用碳化物表面工具。国产双金属复合衬板可用任何普通电弧焊方法,就可将其焊接在普通结构钢上。
焊条的选择:低强度焊接金属(焊接金属屈服强度低于母体材料屈服强度)< 等强度焊接金属(焊接金属等于母体材料屈服强度)高强度焊接金属(焊接金属屈服强度大于母体屈服强度)选择低强度焊料与选择高强度焊料(屈服强度大于500)相比所具有的优势:焊接金属韧性大、焊接接头延伸性好、发生裂纹的可能性小。
打孔:根据双金属复合衬板硬度选择钻头,高速合金钻头,双金属复合衬板的机加工:双金属复合衬板具有良好的切削及剪切性能。常用工具材质为高速钢或硬质合金钢,打磨需用碳化物表面工具。国产双金属复合衬板可用任何普通电弧焊方法,就可将其焊接在普通结构钢上。
焊条的选择:低强度焊接金属(焊接金属屈服强度低于母体材料屈服强度)< 等强度焊接金属(焊接金属等于母体材料屈服强度)高强度焊接金属(焊接金属屈服强度大于母体屈服强度)选择低强度焊料与选择高强度焊料(屈服强度大于500)相比所具有的优势:焊接金属韧性大、焊接接头延伸性好、发生裂纹的可能性小。


