




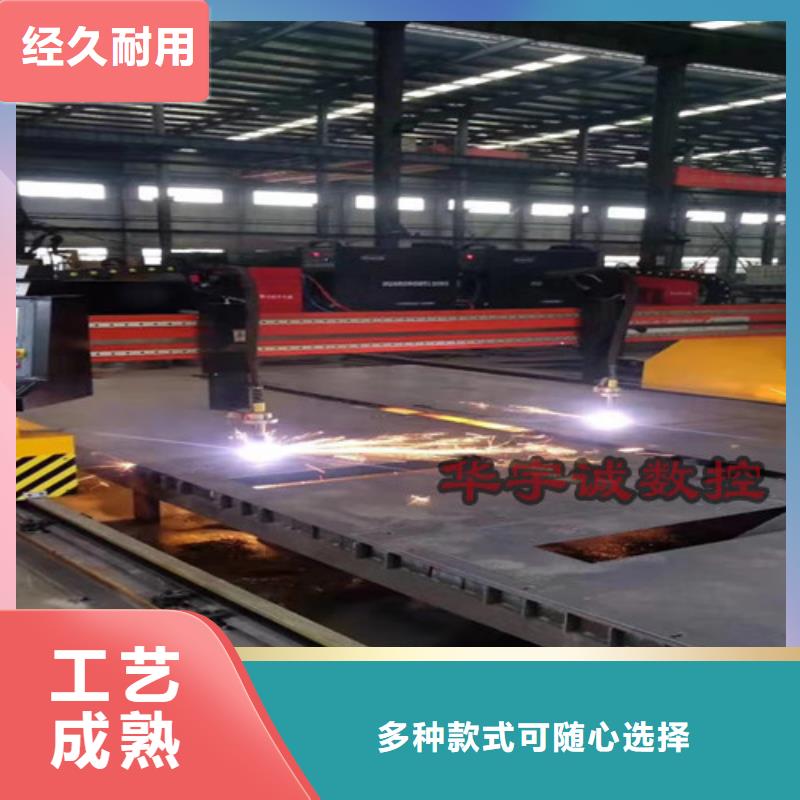
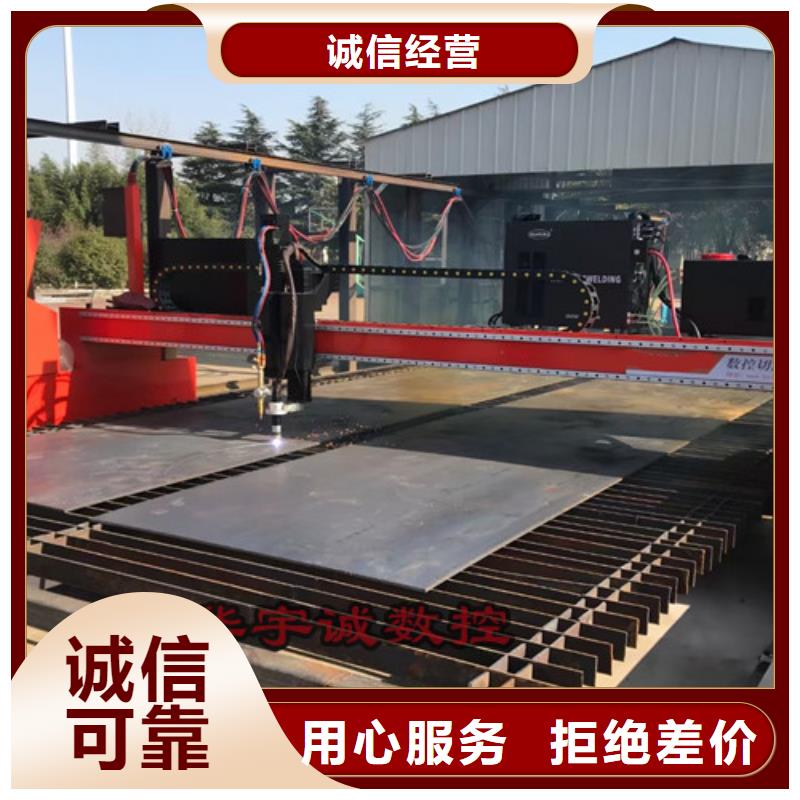
数控等离子切割机,1500瓦光纤激光切割机买的放心安兴用的舒心的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
以下是:数控等离子切割机,1500瓦光纤激光切割机买的放心安兴用的舒心的图文介绍

数控等离子切割机在我们的工作当中已经是让我们离不开的设备了,那么数控等离子切割机在国内到底多少钱一台才是合理的价格呢?有的企业说他做的数控等离子切割机质量好能卖多少多少钱,其实都不是他怎么说你就怎么听的,今天广州鑫达精工的小编就来跟大家分析一下一台数控等离子切割机到底多少钱,又该怎么去评论你自己买到的数控等离子切割机值多少钱一:等离子电源对数控等离子切割机来说,一个好的等离子电源是很重要的,对于等离子电源来说,在一台数控等离子切割机的质量上占有50%质量关系,那么我们有该怎么去衡量一台数控切割机的电源好遇坏呢广州鑫达精工认为有以下几点:通常数控切割机设备使用的是机用等离子电源;按起弧方式分类,等离子电源有接触起弧和非接触(按钮)起弧两种。现阶段配数控切割机使用的大多是非接触起弧方式。判断等离子电源属哪种起弧方式,只须看所配的手用割炬上是否有按钮即可。非接触起弧方式的等离子电源电流一般大于100A,即机用等离子电源电流一般大于100A,它重要的一个特点是大于100A电流的电源辐射较大,对操作人员的灼伤比较大。,我们还需要按照待切割板材厚度选择等离子电源电流大小,不同功率的等离子切割电源价格也不一样,功率越大耗电量及价格就越高,这是从成本方面考虑。二:数控等离子切割机的机械部件:对于数控等离子切割机的机械部件对一台数控等离子切割机也是相当重要的,机械部件做不好其他的做得再好也是没有用的,以下是广州鑫达精工对数控等离子切割机的机械部件介绍机械传动部分的行走精度,有的是丝杆传动,有的是塑料齿条传动; 等离子切割是利用等离子弧贯穿材料面达到切割效果,考虑到等离子弧的形状及材料贯穿步骤,等离子弧往往自切口的上部较下部切去较多的金属,使切口端面稍微倾斜,上部边缘一般呈方形,但有时稍呈圆形。?这里可能会导致的问题是切割束流造成的两个切割面在切口上缘的距离。在切口上缘熔化的情况下,紧靠熔化层下两切割面的距离出现异常。 切割面平面度是指所测部位切割面上的点和点、按切割面倾角方向所作两条平行线的间距。切割设备:割枪的喷嘴孔径很重要,一般切割薄板用1.0的孔就可以了。切割气压,在引弧可靠的情况下,可以尽量调高。切割电流:在保证切割效率的情况下,适当调小电流,可以减少割缝。 一般来说,使用数控等离子切割机加工,其割缝宽度与切割材料的厚度有一定的关系,但不少企业加工的情况来看,割缝宽度多有超出这个范围进而严重影响了切割质量,以华宇诚多年研发生产经验来看,等离子弧切割的切口宽度比氧-乙炔切割的切口宽度宽1.5~2倍,随板厚增加,切口宽度也增加。对板厚在25mm以下的不锈钢或铝,可用小电流等离子弧切割,切口的平直度是很高的,特别是切割厚度8mm以下的板材,可以切出小的棱角,甚至不需加工就可直接进行焊接,这是大电流等离子弧切割难以得到的。这对薄板不规则曲线下料和切割非规则孔提供了方便。 等离子弧切口表面存在约0.25~3.80mm厚的熔化层,但切口表面化学成分没有改变。如切割含Mg5%的铝合金时,虽有0.25mm厚的熔化层,但成分未变,也未出现有氧化物。若用切割表面直接进行焊接也可以得到致密的焊缝。切割不锈钢时,由于受热区很快通过649℃的临界温度,使碳化铬不会沿晶界析出。因此,用等离子弧切割不锈钢是不会影响它的耐腐蚀性的。通过以上的了解我相信大家都对自己所买到的数控等离子切割机是好还是不好都有一定的认识了,也基本可以判定自己的数控等离子切割机多少钱,在此,武汉华宇诚数控提醒大家,在购买数控等离子切割机时要做好对比,对比加工和质量,看到底什么样的设备才是自己所需要购买的。


数控等离子切割机切割电流
数控等离子切割机切割电流重要的切割工艺参数,直接决定了切割的厚度和速度,即切割能力,造成影响,正确使用数控等离子机进行高质量的快速切割,必须对切割工艺参数进行深刻地理解和掌握。
1.切割电流加大,电弧力量增加,切割能力提高,切割速度是随之加大;
2.切割电流加大,电弧直径增加,电弧变粗使得切口变宽;
3.切割电流过大使得喷嘴热负荷加大,喷嘴过早地损坏,切割质量自然也下降,甚至无法进行正常割。
在等离子切割前选用电源的时候,不能选择太大或太小的电源。太大的电源,考虑在切割成本上是一种浪费,因为根本就用不了那么大的电流。也不能因为节约切割成本预算,选用等离子电源的时候,把电流的选择选得过小,这样在实际切割的时候也是不能达到自己的切割要求,这样对数控切割机本身是一种很大的伤害!锐特科技提醒您要根据材料的厚度正确选用切割电流和相应的喷嘴。



华宇诚数控科技有限公司拥有经验丰富的 广东光纤数控激光切割机生产研发团队、国内外营销团队、工程项目投标团队和售后服务团队,致力于为客户提供 广东光纤数控激光切割机产品和服务。自成立起,便秉承着用心做 广东光纤数控激光切割机产品,用心做服务的的理念;多年来,荣获广东质量诚信示范企业;广东质量诚信典型企业;广东质量检验稳定合格产品;广东 广东光纤数控激光切割机产品和服务质量诚信示范企业;得到社会各界和广大用户的认可和赞誉。



正确设定数控等离子切割机的弧压自动调高目前数控切割设备在各工业行业的应用逐渐扩大,但在实际应用中操作人员总会遇到各个方面的问题。今天结合我们海斯科技的弧压调高器来讲解一下关于数控切割机自动调高的设定问题。首先将数控等离子切割机系统切割模式设为等离子模式,开启弧压调高器电源。接下来就从下面三个方面来设定自动调高器。图片1.测试手动调高是否运转正常试按调高器上手动上升(TORCH↑)、下降(TORCH↓)按钮,观察割炬运动方向是否正确;在割炬上限位置点按手动上升按钮,割炬应没有上升动作,此时按下降按钮,割炬应下降;在割炬下限位置点按手动下降按钮,割炬应没有下降动作,此时按上升按钮,割炬应上升,确认上限位、下限位动作可靠。若割炬不能上升(或下降),可能是割炬处在上限(下限)位置上,或者上限位开关(下限位开关)损坏。请及时更换损坏的限位开关,否则会因开关不动作导致调高电机损坏。2.初始定位测试按调高器上初始定位(IHS TEST)按钮,此时,等离子割炬应以初始定位下降脉宽(IHS DOWN PWM)设定的速度向下运动,喷嘴接触钢板后停顿,并以初始定位上升脉宽(IHS UP PWM)设定的速度上升定位时间(IHS时间),到达适当的起弧高度停止。起弧高度一般为切割高度的1.5~2倍,根据等离子电源的说明书来设定,如切割高度为1.5mm,其起弧高应该为3mm左右。用户可以根据切割经验,调整定位时间来改变起弧高度,以在减少耗材损伤的前提下达到的切割质量。3.弧压测试按调高器上初始定位(IHS TEST)按钮,使割炬到达起弧高度,再点按调高器上弧压测试(ARC TEST)按钮,起弧成功,观察弧压监视窗口中测到的弧压值。检测到的弧压值应该与弧压设定值相近。若两者相差太大,请调整弧压设定值,使之相近,否则,会引起切割时切割高度太高或使割炬在切割过程中撞板,两种方式下,都会导致切割质量下降,并引起割炬耗材的严重损伤 。经过以上测试后,我们就可以开始正式切割了。实际使用中,切割的具体参数和割炬易损件,输入电压,空气压力...都有关系,操作人员应该积极去了解和学习设备的相关专业知识,从而积累一些使用经验。以便让设备发挥出更好的使用效果!



