
走进真实的场景,感受产品的独特魅力!我们的PE燃气管MPP电力管拒绝差价视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。
以下是:吉林辽源PE燃气管MPP电力管拒绝差价的图文介绍


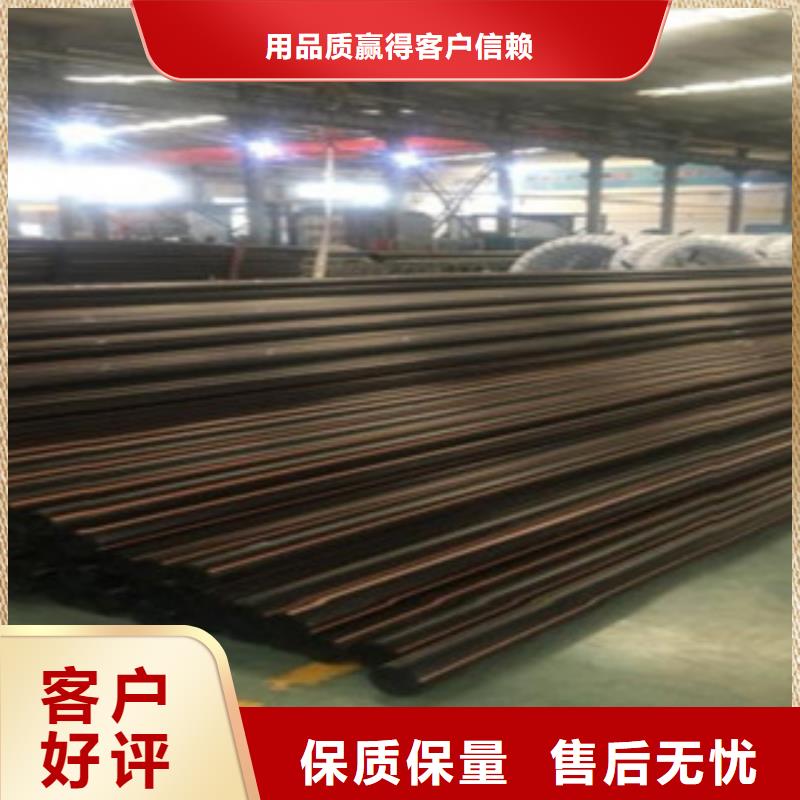
实体工厂发货,一个起卖,交期准时,性价比高。 HDPE农田喷灌管产品质量好,量大可谈,欢迎来购。


城市燃气输配管网是城市燃气工程的重要组成部分,PE燃气管网造价占燃气工程总造价的比例很大(约40%),因此研究燃气管网的经济造价和经济运行有着十分重要的意义。对PE燃气管道与钢管的经济性能比较如下:PE燃气管厂家的价格比目前常用的燃气钢管的优势是众所周知,DN200以下的管道,PE管比钢管便宜;小管径PE管道一般采用电熔连接,PE管件价格高;对于大大管径的PE管,由于壁厚较厚,其价格较钢管高,但可采用热熔连接,节省管件费用,而且寿命长(PE管的使用寿命为50年,钢管的使用寿命按 计委煤气设施折旧费年限定为18年)、无需防腐,其综合价仍比钢管投资低。
因PE燃气管厂家有柔韧性强,完全可以在地面上预制好,再放入管沟,不需做工作坑,故PE管施工管沟的土方量比钢管施工管沟的土方量小一些。中压钢质燃气管道在安装焊接过中必须经无损探伤等一笔可贵的费用,检测程序也比较复杂;而PE燃气管检测程序、检测方法和手段简单有效,检测费很小。总之,燃气PE管材料和安装费用较钢管具备明显优势,PE燃气管厂家的综合经济性能是远远优于钢管的。
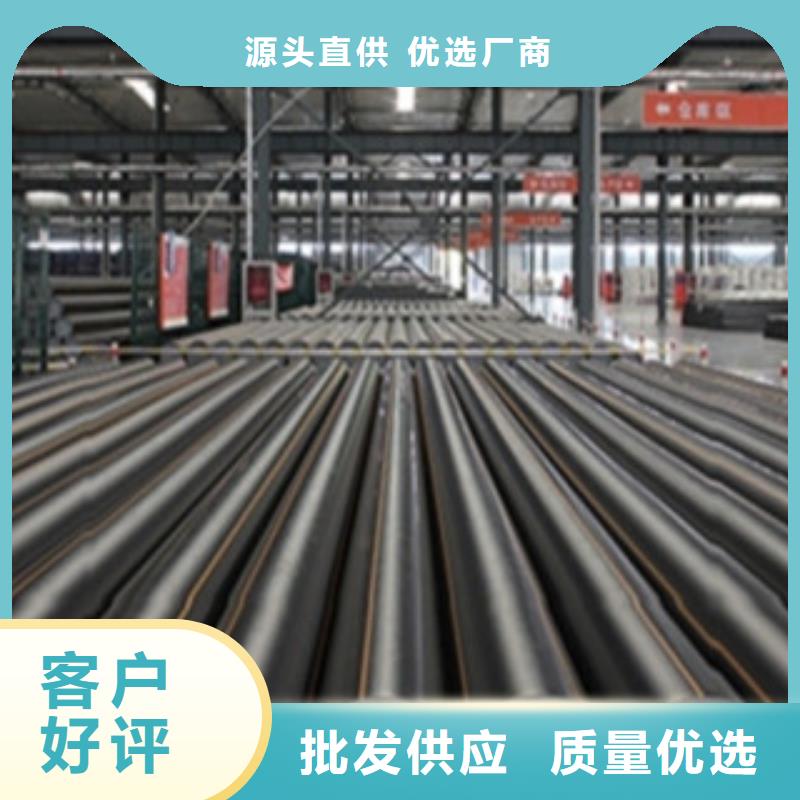
在PE燃气管生产过程中,始终如一贯彻“ ,为主”的生产工作方针,认真执行国务院、建设部下发的相关规定和文件,把PE燃气管生产工作纳入施工组织设计和施工管理计划,使生产工作与生产任务紧密结合,保证施工人员在生产过程中的与,严防各类事故的发生。影响PE燃气管生产质量的因素主要有以下这些方面:螺杆转速对PE燃气管质量的影响,螺杆转速的选择直接影响PE硅芯管-HDPE硅芯管厂家-PE燃气管厂家产量和质量。
螺杆转速既取决于挤出机大小,一边取决上管径大小。转速增加,挤出量增加,物料受到的剪切力大,有助于物料的塑化,但是物料在螺杆内的停留时间较短,过高的摩擦热使PE燃气管内壁比较粗糙、管材强度下降,因此,螺杆转速的控制应根据产量、产品外观和物理力学性能要求权衡。PE燃气管厂家牵引速度因素对其质量的影响:牵引速度直接影响产品壁厚。牵引速度应与挤出速度相配合,通常是牵引速度比管材挤出速度高1%~10%。温度对PE硅芯管-HDPE硅芯管厂家-PE燃气管厂家产品质量的影响,温度是影响PE燃气管的主要因索,温度过低,塑化不好,温度过高,物料易分解。温度的控制应根据原配方、挤出机及机头结构、螺杆转速等因素确定。加工硬HDPE硅芯管时,因加工温度与分解温度颇为接近,生产中应严格控制各点的料温。同时注意测温仪表的误差及测量点的位置。
因PE燃气管厂家有柔韧性强,完全可以在地面上预制好,再放入管沟,不需做工作坑,故PE管施工管沟的土方量比钢管施工管沟的土方量小一些。中压钢质燃气管道在安装焊接过中必须经无损探伤等一笔可贵的费用,检测程序也比较复杂;而PE燃气管检测程序、检测方法和手段简单有效,检测费很小。总之,燃气PE管材料和安装费用较钢管具备明显优势,PE燃气管厂家的综合经济性能是远远优于钢管的。
在PE燃气管生产过程中,始终如一贯彻“ ,为主”的生产工作方针,认真执行国务院、建设部下发的相关规定和文件,把PE燃气管生产工作纳入施工组织设计和施工管理计划,使生产工作与生产任务紧密结合,保证施工人员在生产过程中的与,严防各类事故的发生。影响PE燃气管生产质量的因素主要有以下这些方面:螺杆转速对PE燃气管质量的影响,螺杆转速的选择直接影响PE硅芯管-HDPE硅芯管厂家-PE燃气管厂家产量和质量。
螺杆转速既取决于挤出机大小,一边取决上管径大小。转速增加,挤出量增加,物料受到的剪切力大,有助于物料的塑化,但是物料在螺杆内的停留时间较短,过高的摩擦热使PE燃气管内壁比较粗糙、管材强度下降,因此,螺杆转速的控制应根据产量、产品外观和物理力学性能要求权衡。PE燃气管厂家牵引速度因素对其质量的影响:牵引速度直接影响产品壁厚。牵引速度应与挤出速度相配合,通常是牵引速度比管材挤出速度高1%~10%。温度对PE硅芯管-HDPE硅芯管厂家-PE燃气管厂家产品质量的影响,温度是影响PE燃气管的主要因索,温度过低,塑化不好,温度过高,物料易分解。温度的控制应根据原配方、挤出机及机头结构、螺杆转速等因素确定。加工硬HDPE硅芯管时,因加工温度与分解温度颇为接近,生产中应严格控制各点的料温。同时注意测温仪表的误差及测量点的位置。




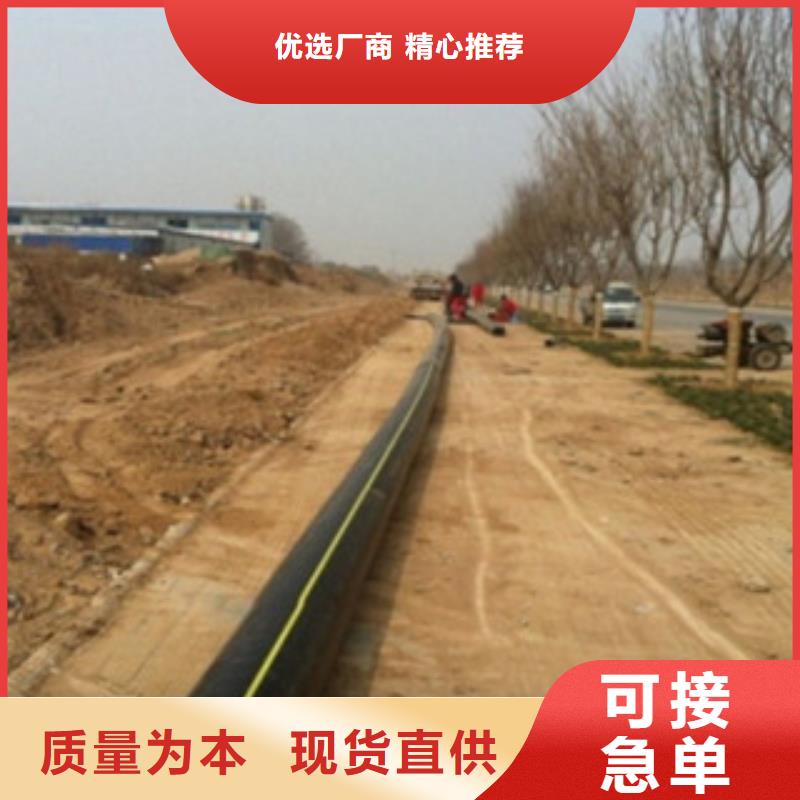
然后采用热熔连接或机械连接的方式连接这些管段。D、管道安装时,如遇管沟内积水应抽净,每次收工时,敞口管端应临时封堵。E、对于穿越铁路、公路、河流、城市主要道路的管道,应减少接口,且组对前宜对管材进行强度和气密性试验。F、聚乙烯燃气管道拖动和下管时,不能使用金属材料直接捆扎和吊运。公称直径小于20mm的管道可以手工拖入管沟内;对所有的大管道、管件、阀门、消防栓及配件,应该采用适当的工具仔细将它们放到管沟内;对于长距离的管道的吊装,采用尼龙绳索。G、聚乙烯燃气管道下沟时,应防止划伤、扭曲和过大的拉伸与弯曲, 拖动力不得大于由下式计算式中:F── 拖动力(N);SDR──标准尺寸比;D──管材外径(mm)。
H、聚乙烯燃气管道利用柔性自然弯曲改变走向时,其弯曲半径不应小于25倍的管材外径。I、聚乙烯燃气管道敷设时,应在管顶同时随管道走向敷设示踪线。J、聚乙烯燃气管道敷设完毕后,应对外壁进行外观检查,无影响产品质量的划痕、磕碰等,方可对管沟进行回填,并作好纪录。K、在管道插入聚乙烯管敷设时应符合下列要求。a)、聚乙烯燃气管道插入敷设时,插入起始端工作坑的长度应满足施工要求。b)、聚乙烯燃气管道插入施工前,旧管道各节点的三通、弯头等应予以开挖并切除,开挖及切除长度应满足施工连接需要。c)、旧管道可使用清管设备管道内壁沉积物、尖锐凸缘和其他杂物;并使用和插入的聚乙烯管道同种规格的管道进行穿越测试。测试管段长度不应小于4m。
达到穿越通畅,管道表面划伤不超过壁厚的10%为合格;否则,应继续清理,直到达到上述要求为止。d)、插入施工时,应在旧管端加一个硬度大于插入管的漏斗形导滑口。e)、插入后管道各节点三通、弯头等应使用电熔承插连接,连接应在各管段穿插完成至少静置24h后进行。f)、插入各管段端口处与原管道环型空间应用密封材料予以密封。g)、应按《施工规范》的要求回填工作坑,管道底部和两侧的密实度必须达到要求。(5)终的管道连接与装配管沟内管道的热熔连接同地面上管道的热熔连接方式相同,但必须保证所连接的管道在连接前必须冷却到土壤的环境温度。HDPE管道与金属管道、水箱或水泵相连时,一般采用法兰连接。对于HDPE管材之间。
H、聚乙烯燃气管道利用柔性自然弯曲改变走向时,其弯曲半径不应小于25倍的管材外径。I、聚乙烯燃气管道敷设时,应在管顶同时随管道走向敷设示踪线。J、聚乙烯燃气管道敷设完毕后,应对外壁进行外观检查,无影响产品质量的划痕、磕碰等,方可对管沟进行回填,并作好纪录。K、在管道插入聚乙烯管敷设时应符合下列要求。a)、聚乙烯燃气管道插入敷设时,插入起始端工作坑的长度应满足施工要求。b)、聚乙烯燃气管道插入施工前,旧管道各节点的三通、弯头等应予以开挖并切除,开挖及切除长度应满足施工连接需要。c)、旧管道可使用清管设备管道内壁沉积物、尖锐凸缘和其他杂物;并使用和插入的聚乙烯管道同种规格的管道进行穿越测试。测试管段长度不应小于4m。
达到穿越通畅,管道表面划伤不超过壁厚的10%为合格;否则,应继续清理,直到达到上述要求为止。d)、插入施工时,应在旧管端加一个硬度大于插入管的漏斗形导滑口。e)、插入后管道各节点三通、弯头等应使用电熔承插连接,连接应在各管段穿插完成至少静置24h后进行。f)、插入各管段端口处与原管道环型空间应用密封材料予以密封。g)、应按《施工规范》的要求回填工作坑,管道底部和两侧的密实度必须达到要求。(5)终的管道连接与装配管沟内管道的热熔连接同地面上管道的热熔连接方式相同,但必须保证所连接的管道在连接前必须冷却到土壤的环境温度。HDPE管道与金属管道、水箱或水泵相连时,一般采用法兰连接。对于HDPE管材之间。


