


国耀宏业钢铁有限公司多年来秉承“追求卓越,用心铸造好品质”的企业核心理念,与时俱进,推行品牌运营战略,使公司【江苏常州H型钢】产品有着优良的性价比以及快捷的服务特点,以“诚信为本、务实创新、强化管理、力创新高”的经营方针,打造充满活力和竞争力的企业,用务实的姿态与海内外客商精诚合作,携手共创美好明天。



轧制 将金属坯料通过一对旋转轧辊的间隙(各种形状),因受轧辊的压缩使材料截面减小,长度增加的压力加工方法,这是生产钢材很常用的生产方式,主要用来生产角钢,槽钢,工字钢等型材、板材、管材。分冷轧、热轧。
锻造利用锻锤的往复冲击力或压力机的压力使坯料改变成我们所需的形状和尺寸的一种压力加工方法。一般分为自由锻和模锻,常用作生产大型材、开坯等截面尺寸较大的材料。
拉拨是将已经轧制的金属坯料(角钢,槽钢,工字钢等型、管、制品等)通过模孔拉拨成截面减小长度增加的加工方法大多用作冷加工。将金属放在密闭的挤压简内,一端施加压力,使金属从规定的模孔中挤出而取得有同形状和尺寸的成品的加工方法,多用于生产有色金属材料。
"冷镀"即"电镀",即把锌盐溶液通过电解,给镀件上镀层,一般来说不用加热,上锌量很少,遇到潮湿环境很容易脱落。冷镀锌也叫电镀锌,是利用电解设备将工件经过除油、酸洗后放入成分为锌盐的溶液中,并连接电解设备的负极;在工件的对面放置锌板连接在电解设备的正极,接通电源,利用电流从正极向负极的定向移动,就会在工件上沉积一层锌。





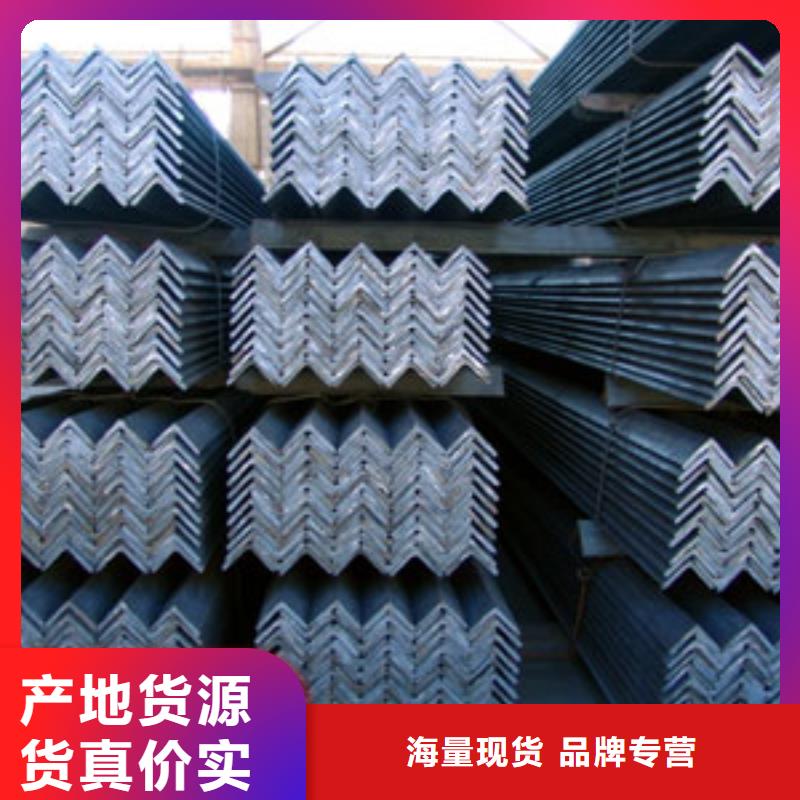
镀锌角钢分为热镀锌角钢和冷镀锌角钢。热镀锌角钢也叫热浸镀锌角钢或热浸锌角钢。冷镀锌涂料主要通过电化学原理保证锌粉与钢材的充分接触,产生电极电位差来进行防腐。
按工艺分类可分为热镀锌角钢和冷镀锌角钢。市场常见的是热镀锌角钢。冷镀锌角钢,一般需要根据用户需求用冷镀加工。按边长可分为镀锌等边角钢和镀锌不等边角钢。
热镀锌角钢也叫热浸镀锌角钢或热浸锌角钢。是将除锈后的角钢浸入500℃左右融化的锌液中,使角钢表面附着锌层,从而起到防腐的目的,适用于各种强酸、碱雾气等强腐蚀环境中。
流程:热镀锌角钢工艺流程:角钢酸洗→水洗→浸助镀溶剂→烘干预热→挂镀→冷却→钝化→清洗→打磨→热镀锌完工。
热镀锌角钢的镀锌层厚度均匀,可达30-50um,可靠性好,镀锌层与钢材间是冶金结合,成为钢表面的一部份,因此热镀锌角钢的镀层持久性较为可靠。热镀锌角钢的原材料为角钢,所以分类于角钢相同。
冷镀锌工艺用于保护金属防止腐蚀,为此利用了锌填料的涂料,在利用任何一种涂敷的方法将其涂在被保护表面,干燥之后形成锌填料涂层,在干燥涂层中具有含量的锌(达到95%)。适合于修理工作(即在修理工作过程中,仅在被保护的钢表面损伤的地方,只要修理好表面就可以重新涂敷)。冷镀锌工艺用于各种钢制品和构筑物的防腐。
冷镀锌涂料主要通过电化学原理来进行防腐,因此必须保证锌粉与钢材的充分接触,产生电极电位差,所以钢材表面处理很重要。喷涂冷镀锌前,应选择机械除锈(喷砂、抛丸等),使钢材表面清洁度达到ISO 85O1—1 Sa 2.5级,相当于GB 8923 Sa 2.5级。它的文字定义为:“钢材经过机械除锈后,表面无油、无锈,无氧化皮及其他的污物,或仅留轻的痕迹;95%钢材表面受到钢丸(砂)冲击,露出金属的光泽。”
对于表面处理质量的另一个指标——粗糙度,不同冷镀锌材料对粗糙度的要求不同。在锌加(Zinga)的施工说明中,要求平均粗糙度Ra=12.5 ,即粗糙度Rz=55~75米。在“强力锌”及“罗巴鲁”施工说明书中,对粗糙度的要求略低,Rz=40~60米。
如果冷镀锌单独成膜,作为防腐涂层时,表面粗糙度可控制得略小一点,以保证冷镀锌的涂层厚度;而当冷镀锌作为重防腐涂料的底层,总配套涂层厚度大于180米时,为保证整个涂层的附着力,钢材表面粗糙度Rz应大于60米。

