



我们为您呈现了一部精彩绝伦的外复不锈钢复合管生产厂家产地直销产品视频,让您感受产品的独特之处。
以下是:外复不锈钢复合管生产厂家产地直销的图文介绍

聊城正久金属制品有限公司对于不锈钢复合管的加工方法做一下介绍:复合管的爆炸焊成型法:爆炸焊成型工艺是靠 爆炸产生的冲击波,使内管发生塑性变形,紧贴外管,从而形成复合管。利用爆炸成型,覆层可小于0.2mm,熔合比小可达到5%;覆层紧密,产品适用性广。另外,利用爆炸焊可实现多种金属间的连接,有些是采用其他方法不能实现的。该方法的主要缺点是,界面非扩散冶金结合,对尺寸较长的复合管 量很难准确确定,而且具有一定的危险性。
复合管的粉末冶金法:在碳钢或类似材料制成的母管与金属薄壁管之间加入粉末充填层,管子两端分别用底板密封。在预定的温度下加热,再热挤压成复合钢管。用酸洗方法去掉底板和金属薄壁管。根据不同的用途,复合层可为外层或内层。
复合管的激光包覆法:用高功率激光设备对钢管进行外包覆。合金粉末经自动进料器送到母管的激光束照射区,激光束熔化粉末和工件表面薄层后,用螺旋包覆法便可完全包覆整根钢管,制成双金属复合管。
复合管的粉末冶金法:在碳钢或类似材料制成的母管与金属薄壁管之间加入粉末充填层,管子两端分别用底板密封。在预定的温度下加热,再热挤压成复合钢管。用酸洗方法去掉底板和金属薄壁管。根据不同的用途,复合层可为外层或内层。
复合管的激光包覆法:用高功率激光设备对钢管进行外包覆。合金粉末经自动进料器送到母管的激光束照射区,激光束熔化粉末和工件表面薄层后,用螺旋包覆法便可完全包覆整根钢管,制成双金属复合管。


鑫隆昌金属材料有限公司是国内专业的 西藏拉萨双金属复合管生产制造厂家,工厂位于纬二路21号。公司自成立以来坚持品质创新,在国内率先成功研发并推出了纬二路21号系列产品。我公司多年经验,做事快捷,竭诚为您服务。我们本着诚信为本,服务至上的原则,为各大厂矿,建筑工程提供优质可靠的钢材供应服务。




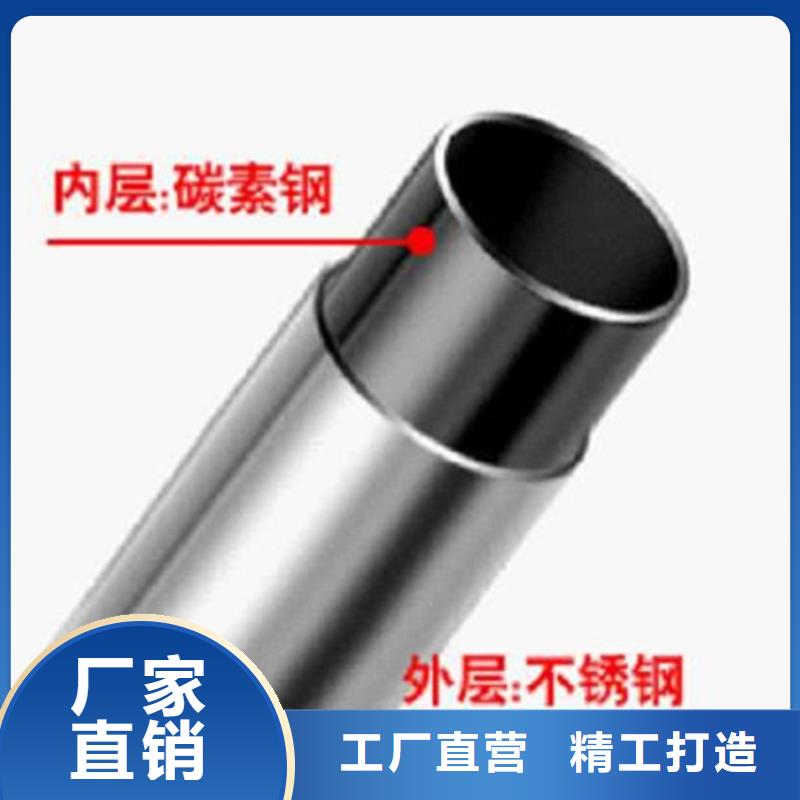
聊城正久金属制品有限公司生产的不锈钢复合圆管的分类:不锈钢复合圆管可分为不锈钢无缝复合钢管和不锈钢焊接复合钢管(管)两类,根据制造过程:热轧、挤压、冷拔、冷轧这几个基本类型,根据截面形状,可分为圆管和异形管,钢管被广泛使用,但也有一些方形、矩形、半圆形、六角形、等边三角形、八角形的形状的不锈钢复合钢管。对于流体在压力钢管是液压实施实验来测试压缩能力和质量,规定的压力下不泄漏,浸湿或膨胀为合格,有些钢管根据标准或买方要求边试验、扩口试验、压扁试验。
无缝复合不锈钢管也被称为不锈钢无缝复合管,是由固体管锭或穿孔毛管,再经热轧、冷轧或冷拨。*墙的厚度规格的无缝钢管直径毫米数表示法。304不锈钢复合管的全名SUS304不锈钢复合管、SUS304不锈钢复合管属于美国品牌不锈钢管材料,国内品牌等于0 cr19ni9不锈钢管,通常用0 cr18ni9替代。不锈钢生锈是合金元素的机理,形成致密氧化膜,隔绝氧气接触,防止氧化。并不说不锈钢就不会生锈了,不锈钢在不同的环境中也是会生锈的。
无缝复合不锈钢管也被称为不锈钢无缝复合管,是由固体管锭或穿孔毛管,再经热轧、冷轧或冷拨。*墙的厚度规格的无缝钢管直径毫米数表示法。304不锈钢复合管的全名SUS304不锈钢复合管、SUS304不锈钢复合管属于美国品牌不锈钢管材料,国内品牌等于0 cr19ni9不锈钢管,通常用0 cr18ni9替代。不锈钢生锈是合金元素的机理,形成致密氧化膜,隔绝氧气接触,防止氧化。并不说不锈钢就不会生锈了,不锈钢在不同的环境中也是会生锈的。


聊城正久金属制品有限公司目前双金属复合管的生产方法主要包括冷成型法、热成型法、离心铸造法、离心铝热剂法、爆炸焊成型法、电磁成型法等等。
冷成型法:冷成型制造工艺的基本特征是将预加工好的薄壁不锈钢管套入碳钢管中,然后通过机械方法使不锈钢管紧紧贴合在碳钢管内壁上。薄壁不锈钢管有两种获得途径:一种是通过选择合适规格的无缝不锈钢管,通过旋压的方法使之变薄,达到要求的外径和厚度;另一种是用薄的不锈钢板或钢带在专用的制管机上用tig焊接成直缝或螺旋缝不锈钢管。采用拉拔、胀接、旋压和滚压等方法使不锈钢管紧紧贴合在碳钢管内壁上,其中拉拔和胀接为常用。拉拔是取两根分别制成的无缝钢管,将一根套在另一根外面,然后将两管通过一模具同时进行拉拔,从而实现紧密配合的机械结合。这种管的优点是生产工艺比较简单,价格较便宜。缺点是界面非扩散结合,只是依靠对外层进行的冷加工来获得紧密配合,因此冷加工复合管如果遭遇高温就有分层倾向,复合管会因应力释放而失效。这就限制了冷加工管的使用环境和应用领域。胀接分机械胀接和液压胀接两种。机械胀接是目前生产不锈钢复合管的一种主要方法,它是利用滚胀芯轴回转挤压使复合管内管发生塑性变形,外管发生弹性变形,从而使复合管的外管对内管产生接触压力,以达到复合管内外壁的紧密贴合。液压胀接原理与机械胀接相同,只是用管内高压水施压代替滚胀芯轴回转挤压。机械胀接时胀接力大小难以确定,易发生欠胀或过胀,且多次滚胀易造成衬里开裂。液压胀接时胀接力均匀且大小可进行计算,因此更具优越性。两种胀接法的共同缺点是内外层只是机械结合,和拉拔成型一样,在高温环境下会因应力松弛而分层失效。
冷成型法:冷成型制造工艺的基本特征是将预加工好的薄壁不锈钢管套入碳钢管中,然后通过机械方法使不锈钢管紧紧贴合在碳钢管内壁上。薄壁不锈钢管有两种获得途径:一种是通过选择合适规格的无缝不锈钢管,通过旋压的方法使之变薄,达到要求的外径和厚度;另一种是用薄的不锈钢板或钢带在专用的制管机上用tig焊接成直缝或螺旋缝不锈钢管。采用拉拔、胀接、旋压和滚压等方法使不锈钢管紧紧贴合在碳钢管内壁上,其中拉拔和胀接为常用。拉拔是取两根分别制成的无缝钢管,将一根套在另一根外面,然后将两管通过一模具同时进行拉拔,从而实现紧密配合的机械结合。这种管的优点是生产工艺比较简单,价格较便宜。缺点是界面非扩散结合,只是依靠对外层进行的冷加工来获得紧密配合,因此冷加工复合管如果遭遇高温就有分层倾向,复合管会因应力释放而失效。这就限制了冷加工管的使用环境和应用领域。胀接分机械胀接和液压胀接两种。机械胀接是目前生产不锈钢复合管的一种主要方法,它是利用滚胀芯轴回转挤压使复合管内管发生塑性变形,外管发生弹性变形,从而使复合管的外管对内管产生接触压力,以达到复合管内外壁的紧密贴合。液压胀接原理与机械胀接相同,只是用管内高压水施压代替滚胀芯轴回转挤压。机械胀接时胀接力大小难以确定,易发生欠胀或过胀,且多次滚胀易造成衬里开裂。液压胀接时胀接力均匀且大小可进行计算,因此更具优越性。两种胀接法的共同缺点是内外层只是机械结合,和拉拔成型一样,在高温环境下会因应力松弛而分层失效。



