

想要一睹球墨铸铁型材国标k9球墨铸铁管标准工艺产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
以下是:球墨铸铁型材国标k9球墨铸铁管标准工艺的图文介绍


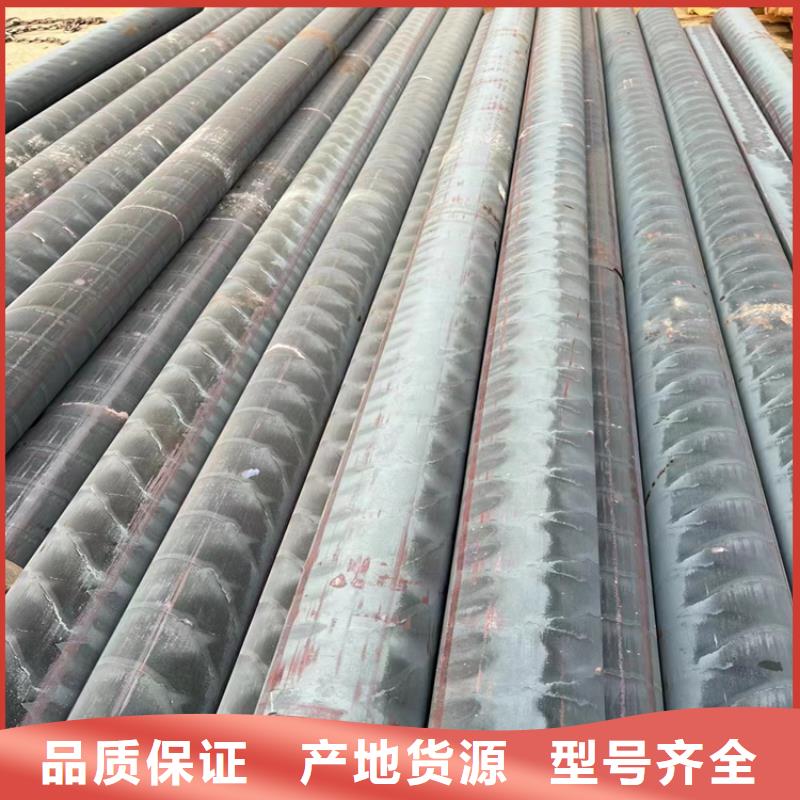
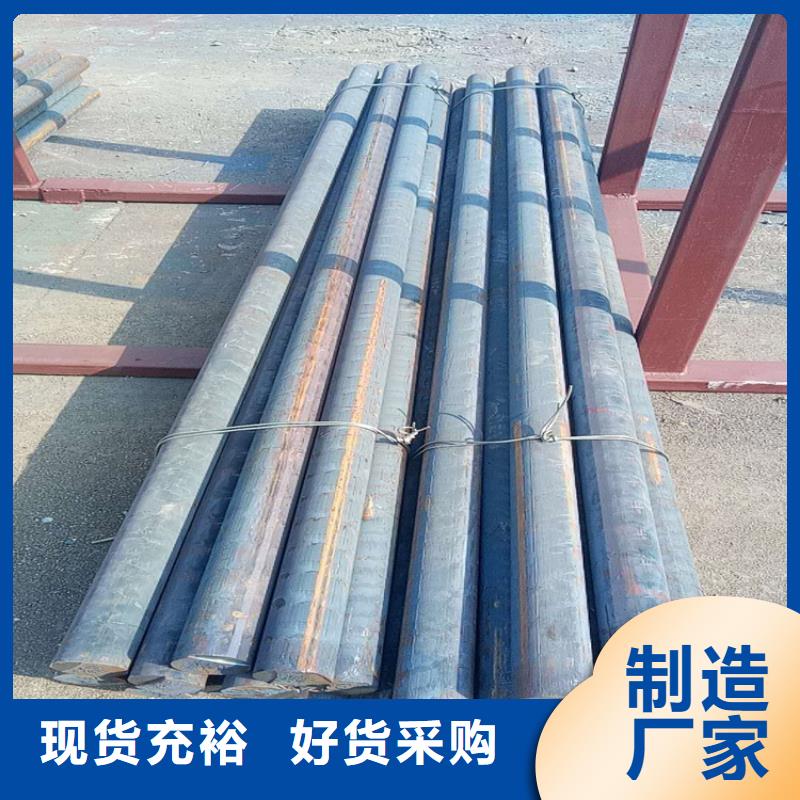
说道球墨铸铁型材,炉前检验球铸铁在其生产过程中是不可缺少的一环,直接关系到球墨铸铁件的质量。而及时、准确判断铁液的球化情况,可以迅速采取措施控制球墨铸铁质量。安徽球墨铸铁铸造厂,铸铁型材生产商,灰口铸铁哪家好,合肥德恒昌铸铁铸件有限公司欢迎广大消费者前来咨询和选购。
炉前误判将会造成大量铸件报废,浪费造型工时,因此炉前的及时、准确判断球化情况比炉后检验重要得多。下面德心昌铸小编就实际生产中常用的炉前检验铁液球化情况来总结的一些经验有以下方法。
常见的有表面结皮及火苗判断法。稀土镁球墨铸铁含镁量较低,又有稀土元素,铁液表面和纯镁球墨铸铁不一样,表面没有那么多氧化皮,火苗也没有那么多而有力。注意的是,当补加1/3铁液时液面会逸出镁光及白**火苗,形如烛火。根据火苗数量、高度判断球化情况及镁残余量,火苗越高、越有力,说明球化良好。尤其是在浇注时,从铁液流中可以看到**火,如高度达25~ffice:smarttags"/>50mm,即球化良好;若火苗低于15mm,则球化较差。从处理后的球墨铸铁铁液表面看,形成氧化膜,并有银白色滚动的亮点,即为球化良好。但氧化膜太厚,则表示铁液温度低。
其实,现在通过观察试块来判断球化情况是普遍采用的一种方法。各厂所用试块形状很多、尺寸各异,多数工厂采用三角形试块。根据我厂生产特点、铸件大小和厚薄,选用三角试块截面积尺寸为12.5mm(底)×50mm((高)。还有些工厂采用圆形试块,例如Ф15mm、Ф25mm、Ф30mm不等。铁液理毕后用取样勺由铁液表面以下200mm处出液并浇成试块并冷至暗红色方可水淬冷却球良的块外圆比灰铸铁大得多外观清洁光亮很有砂通常立浇的三角试块两侧有缩陷卧浇块顶面或两侧有缩陷试块冷却敲断后球化良好试,呈银白色或银灰色瓷状断口白口清晰中间有疏松若断口呈银白色并有放射状花纹则表球剂加入量偏高产生的碳化物较多此时试块入时发出“拍拍”的脆裂声试片轻击即断且新击的口很浓的电石气味因此***好浇注时进行浮硅育若口呈银灰色并有均匀分布的小黑点若断呈色晶。



球墨铸铁管厂家(定海区分公司)严格执行质量管理体系标准。 公司研发设计生产出的 DN200消防铸铁管产品,品质,品味,满足不同消费群体的个性需求,在内地许多城市设立多个分公司和办事处, DN200消防铸铁管产品畅销全国各大城市,欧美等全球地区。
球墨铸铁管厂家(定海区分公司)全体员工将一如既往,锐意进取,以优良品质,以朴质诚信的心胸与各界朋友真诚合作,互利共赢。



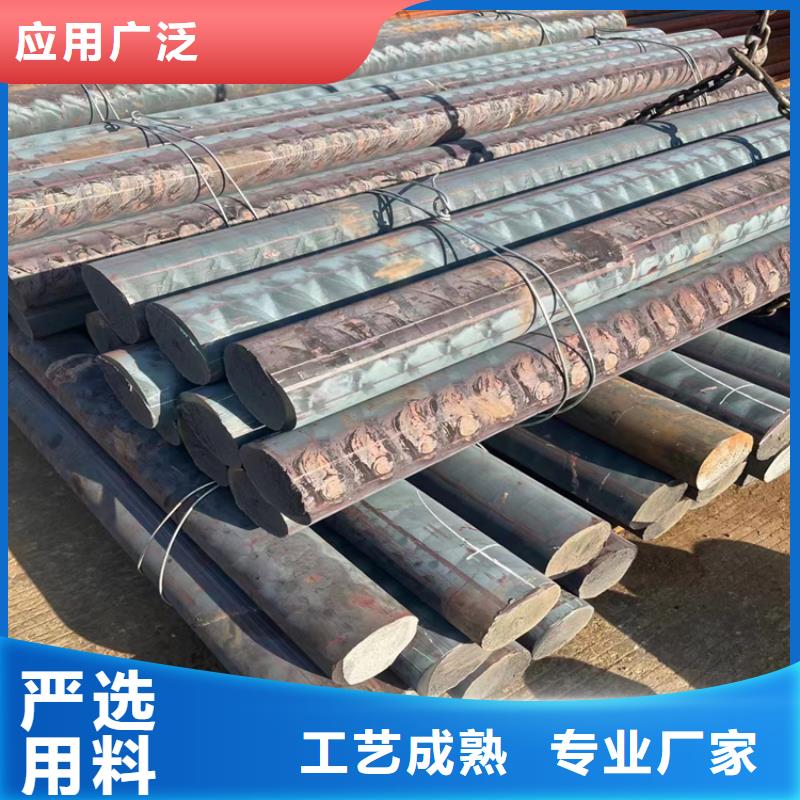
球墨铸铁棒球墨铸铁型材在浇筑过程中都有哪些事项需要注意以及需要对哪些情况作出准备的判断呢?
一、球墨铸铁液浇注铸型后,浇口杯向下凹陷,表面非常光滑,表明球化良好的浇口杯上部结有硬壳,凹陷,铁液温度低。
二、在浇注过程中,砂型表面飞溅的圆形扁铁豆部分有麻点(凹坑),说明球化良好。
观察铁液的凝固状况,球化处理结束后,取出少量铁液,注入φ30mm圆柱形金属型,观察凝固期间铁液从表面流出的现象,根据流出的铁液数量判断铁液的球化状况。球化良好的铁液,固期间表现出很大的石墨膨胀力,铁液表面在凝固开始时有些下降,表面结壳后即有少量铁液由表壳涌出;而球化不良的铁液表面涌出数量较少。



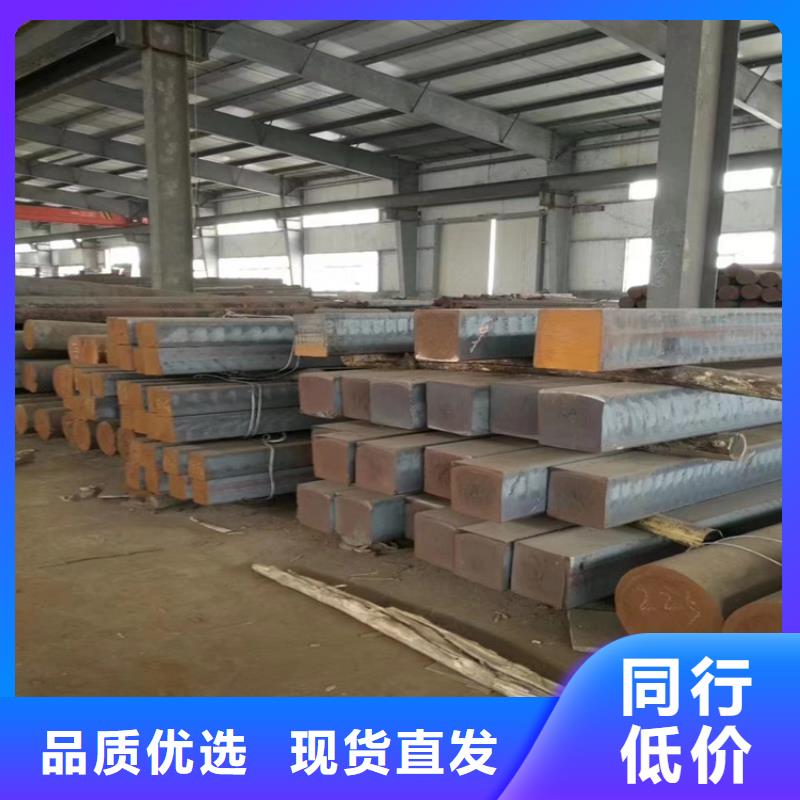
在之前,我们生产产品的时候,因为生产工艺并不成熟,使得很多产品在制作的时候,有许多的瑕疵。这严重影响着我们企业的效益。而现在这种情况在减少。比如说在加工铸铁型材的时候。
这个产品在加工之后,我们能比较明显的发现,产品的精度比较高而且瑕疵比较少。以前比较常见的比如说气孔、沙眼等等都在减少。
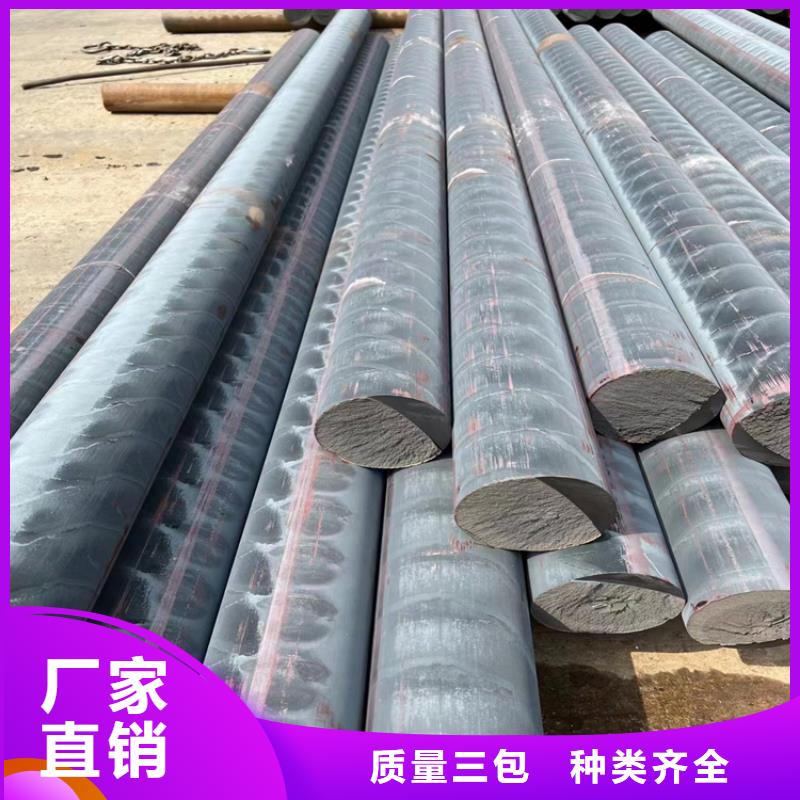
但是大家是否知道,这个产品之所以有着这么好的性能,除了加工工艺的改变,其实也是离不开我们原材料的改变。
我们的球墨铸铁型材在加工的时候,改变了传统的加工方式和加工材料,使得生产出来的产品在使用的时候,质量可靠,并且也减少了成本。
因为我们的铸铁型材有着很好的功能性,并且在使用的时候,有着良好的抗疲劳性,所以很多时候,在零件加工的时候,会使用到。

