

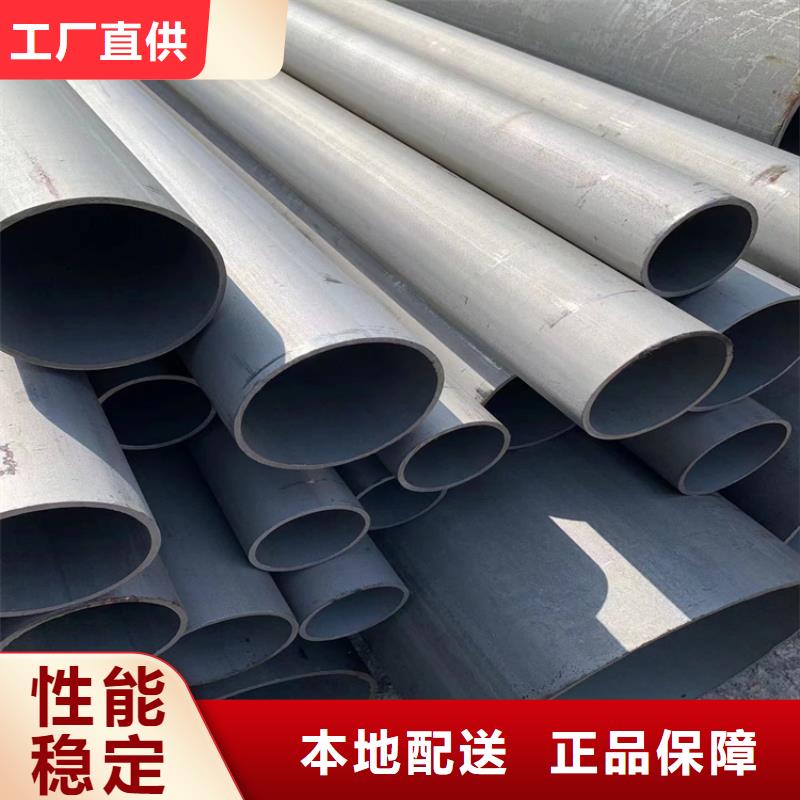
想知道酸洗钝化无缝钢管球墨铸铁井盖生产经验丰富产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:酸洗钝化无缝钢管球墨铸铁井盖生产经验丰富的图文介绍

博辉钢铁有限公司
博辉钢铁有限公司自成立以来一直秉承着专业、、便捷的服务宗旨,对所有涉及到的 贵州树脂井盖篦子产品、项目进行着不断的研发及改进。 贵州树脂井盖篦子产品自投放市场以来,以过硬的质量、出色的性能、完善的服务,赢得了各地市政管理部门和广大客户的一致认可与好评,业务量拓展迅速。



华尔网 酸洗钝化无缝钢管的冷轧生产加工分析技术性自20个世纪80时代中后期逐渐普遍选用比较有限因素法(FEM),近期随着着电子计算机輸出的发展趋势,分析技术性已由二维向三维的高級形变分析发展趋势。从而了商品的外形尺寸精密度和品质,下列详细介绍具备象征性的分析技术性。1拓宽冷轧的分析技术性芯轴连冷拔机选用芯轴和孔型辊开展冷轧,因而与板冷轧不一样,在热轧带钢圆上方位上普遍存在着热轧带钢和芯轴沒有触碰的任意形变区。因为该随意形变区是在下一个声卡机架上被冷轧,因而为正确认识芯轴连冷拔机的综合性特点,对包含随意形变区以内的形变开展预估是很重要的。这类错综复杂的形变预测分析假如选用之前的高速缓存完成优化算法是没法得到高的精密度,因而就必须高精密的分析。充分考虑冷轧方位剪截形变,选用一般扩大平面图形变分析开展类似三维分析。結果得知,测算值和试验值较一致。近期,伴随着电子计算机技术的发展趋势,加速了彻底三维比较有限因素法分析技术性的开发设计,它还能用以华尔网声卡机架间支撑力危害的分析和热轧带钢与精轧管的速率差的分析。2口模冷轧的分析技术性选用口模冷轧时因为里面沒有专用工具,因而在冷轧薄壁高溫合金管时轧材的里面样子不齐整。选用三辊式热连轧时,轧板的里面样子呈六角形。根据选用三维比较有限因素法分析,确立了这类里面边角状况的产生原理和应采用的防范措施。在选用贴近正圆的椭圆形率=0.986的板孔时可以得到基本上匀称的厚度,但在选用贴近正圆的椭圆形率=0.960的板孔的时候发生清楚的里面六边角。选用本分析能预测分析用支撑力减径机冷轧时壁厚酸洗钝化无缝无缝钢管的转变,搞清了热轧带钢板孔特点和声卡机架间的支撑力对里面六边角的危害。



华尔网 酸洗钝化无缝钢管裂痕是普遍的,可是它有其独特性,电焊焊接后不易马上发生,产生酸洗钝化无缝钢管裂痕必须一定的時间。从而可以得出以下结论:拉方钢管在一定情况下出现裂痕是受其热处理趋向、对接焊缝内应力和电焊焊接金属材料蔓延氢成分三个要素干扰的,假如要防止,还需要从这三个层面下手。酸洗钝化无缝钢管商品具备如此普遍的运用范畴,与其说自身的特点紧密联系。酸洗钝化无缝钢管则可根据设计不一样样式的模貝,获得不一样的剖面规格,以达到不一样的应用规定。而优质的硬质合金模具和认真负责的使用工作人员,促使商品有高精密的方面和光洁的表层。此外,节省原材料、生产加工的时间和加工设备是因为新技术的简单化。这就是大家想挑选酸洗钝化无缝钢管的缘故。制做酸洗钝化无缝钢管应用的技术性并不是 的,可是经过很多的实验较为了多种多样技术性,**总算取得了能够更好地生产制造酸洗钝化无华尔网缝钢管的方式。为融入酸洗钝化无缝钢管的生产制造,现在已经做到良好的品质,提议选用酸洗钝化、水清洗、干躁、专用型润滑脂、沥干、冷拉等加工工艺线路。根据冷拉前后左右对生产加工的酸洗钝化无缝钢管的物理性能检测,再度说明了技术的一致性。实验说明,冷拔形变较钟头,酸洗钝化无缝钢管的冷作硬化做到较高质量,但伴随着形变量的,仅发生少许的冷作硬化。因此在使用冷拉法生产工艺流程时,拓宽指数相对性比较大,有益于降低正中间提前准备工艺流程,控制成本,加速生产周期,产品品质。



华尔网 待酸洗钝化无缝钢管桩施工结束后,人力往桩内灌沙至桩顶,并在钢板桩上方加焊桩盖,与此同时在外面壁加焊8~12根20mm的钢筋锚固建筑钢筋。酸洗钝化无缝钢管施工技术酸洗钝化无缝钢管生产工艺流程:(1)原料即热轧带钢卷,焊条,助焊剂。在资金投入前必须通过严谨的理化检测。(2)热轧带钢首尾连接,选用拉丝或双丝电弧焊接,在叠成无缝钢管后使用自動电弧焊焊补。(3)成形前,热轧带钢通过矫平、剪边、刨边,表层运输和予弯边解决。(4)选用电接点压力表操纵皮带输送机两侧压下液压缸的工作压力,保证了热轧带钢的稳定运输。(5)选用外控或内部控制辊式成形。(6)选用焊接空隙操纵设备来确保焊接空隙能够满足电焊焊接规定,管经,错边量和焊接空隙都获得严谨的操纵。(7)内焊和外焊均选用美国林肯直流焊机开展拉丝或双丝电弧焊接,进而得到平稳的激光焊接品质。(8)焊好的焊接均通过线上持续超音波全自动伤仪查验,确保了100%的螺旋式焊接的无损检测技术普及率。若有缺点,全自动警报并喷漆标识,生产制造职工以此随时随地调节加工工艺主要参数,立即缺点。(9)选用气体等离子切割机将无缝钢管切割成单条。(10)切割成单条无缝钢管后,每次无缝钢管都需要开展严苛的全检规章制度,查验焊华尔网 接的物理性能,有机化学成分,融合情况,无缝钢管表层质量及其通过无损探伤检测,保证制管加工工艺达标后,才可以宣布资金投入生产制造。(11)焊接上面有持续声波频率探伤检测标识的位置,通过手动式超声和X射线复诊,如确实有缺点,通过修复后,再度通过高质量检测,直到确定问题早已。(12)热轧带钢对接焊焊接及与螺旋式焊接交点的丁型连接头的所属管,所有通过X射线电视机或拍片子查验。(13)每根无缝钢管通过静水压力实验,工作压力选用切向密封性。实验工作压力和時间都由无缝钢管压力微型机检验设备严控。实验主要参数全自动打印记录。(14)液压钢管机械加工制造,使内孔垂直角度,坡嘴角和钝边获得操纵。

