您的位置>首页 >上饶本地热动态 >
球墨铸铁管,精密无缝钢管品质服务诚信为本
更新时间: 2025-05-24 05:00:46 ip归属地:上饶,天气:多云,温度:17-26 浏览次数:5
以下是:球墨铸铁管,精密无缝钢管品质服务诚信为本的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 品牌 | 君杰钢管 |
|---|
| 销售类型 | 现货 |
|---|
| 规格 | 支持定制 |
|---|
| 可售卖地 | 全国 |
|---|
| 物流 | 全国物流配送 |
|---|
以下是:球墨铸铁管,精密无缝钢管品质服务诚信为本的图文视频
导读 在江西省上饶市采买球墨铸铁管,精密无缝钢管品质服务诚信为本到君杰钢管有限公司(上饶分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:曹经理-13563535837,QQ:18151371377,地址:《开发区大东钢管市场武夷山路》。 江西省,上饶市 上饶市传说以“上乘富饶”得名。古为吴地,东汉建安十五年(210年),设鄱阳郡。唐代至清代,今上饶市境长期分属饶州、信州(元代更名广信);婺源县属徽州。1949年,设上饶专区。2000年,改称上饶市。上饶市是道教的发祥地之一;是朱熹、詹天佑、方志敏的故乡,辛弃疾也曾长期在此居住。上饶市有优良的革命传统,曾建立赣东北革命根据地。上饶市旅游资源丰富,有三清山风景名胜区、龟峰风景名胜区、江湾景区3处AAAAA级景区;有三清山、中国丹霞、武夷山3处世界遗产。上饶市婺源县被评为全域旅游示范区。
想知道球墨铸铁管,精密无缝钢管品质服务诚信为本产品为何如此受欢迎?观看视频,答案自在其中。
以下是:球墨铸铁管,精密无缝钢管品质服务诚信为本的图文介绍
君杰钢管有限公司(上饶分公司)坐落在开发区大东钢管市场武夷山路,本公司是一家提供 无缝钢管的专业供应商及生产商,在市场竞争强烈的今天,公司本着一切以客户所需,提供更方便、更快捷、更有效的服务建立了完善的售后服务体系,拥有一支专业技术精湛、经验丰富的团队,为客户提供365天,全天候服务。多年来的励精图治,使我公司赢得了广大客户的一致好评。我们将诚实守信,追求卓越的经营理念,竭诚为客户提供优良的产品和服务。



土方开挖采用机械开挖,槽底预留0cm由人工清底。球墨铸铁管开挖过程中严禁超挖,以防扰动地基。对于有地下障碍物(现况管缆的地段由人工开挖,严禁破坏。 球墨铸铁管沟槽开挖尽量按先深后浅顺序进行,以利排水。 挖槽土方处置,按现场暂存场外暂存外弃相结合的原则进行。开槽土方凡适宜回填的土选择妥善位置进行堆放,但不得覆盖测量等标注,均暂存于现场用于沟槽回填。回填土施工前制定合理土方调配计划,作好土方平衡少土方外运及现场土方调运。 对于地质较差的地段,开挖时还应设置支撑,支撑形成有横撑竖撑和板桩撑等,支撑材料选用钢材,木材或钢木混合使用。沟槽挖土结束后,应做管道基础。基础厚度30CM,其中20CM大片,10CM碎石 槽底遇有不易的岩石,应将其凿至槽底以下不小于0.15m,再用沙土回填夯实至设计高度要求。给水球墨铸铁管大家可能不知道是什么,但是如果说南水北调大家应该都知道,南水北调是我们 很出名的一个工程,它为我们 水资源贫乏的地域运输去了水资源,使他们的日常生活得到了改善,南水北调就是使用的给水球墨铸铁管,这样说您知道给水球墨铸铁管是什么了吗?在我们中国有着大约亿人,每年还在不断的增加,这也就意味着在中国有着众多的城市群体居住户。面对如此之多的住户,每日所需的日常提供,及时是很重要的,也都必须是管道进行运输的。不仅如此,同样还面对着更多的乡村与城市一体化,城市的构建,也需要地下运输管道的配合。面对如此高要求与大量的管道需求,选择给水球墨铸铁管是再适合不过的了。



由此可知,宽凝固温度范围,糊状或海绵网络状凝固方式的合金容易产生热裂。随着凝固温度范围的变窄,合金的热裂倾向变小,恒温凝固的共晶成分的合金不容易形成热裂。热裂形成于铸件凝固时期,但并不意味着铸件凝固时必然产生热裂。主要取决于铸件凝固时期的热应力和收缩应力。铸件凝固区域固相晶粒骨架中的热应力,易使铸件产生热裂或皮下热裂;外部阻碍因素造成的收缩应力,则是铸件产生热裂的主要条件。处于凝固状态的铸件外壳,其线收缩受到砂芯型砂铸件表面同砂型表面摩擦力等外部因素阻碍,外壳中就会有收缩应力(拉应力,铸件热节,特别是热节处尖角所形成的外壳较薄,就成为收缩应力集中的地方,铸件容易在这些地方产生热裂。 热裂纹产生的原因体现在工艺和铸件结构方面其中有:铸件壁厚不均匀,内角太小;搭接部位分叉太多,铸件外框肋板等阻碍铸件正常收缩;浇冒口系统阻碍铸件正常收缩,如浇冒口靠近箱带或浇冒口之间型砂强度很高,限制了铸件的自由收缩;冒口太小或太大;合金线收缩率太大;合金中低熔点相形成元素超标,铸钢铸铁中硫磷含量高;铸件开箱落砂过早,冷却过快。在铸造合金家族中,各类铸造合金的发展取决于其优势的发扬和劣势的抑制。铸铁 与铸钢有色合金相比,铸造性能较,。因此,铁液的利用率高,产品的适用面广在材质竞争中,提高铸铁的强度增加强韧性内在缺陷,对于减轻铸件重量,延长服役期,节约材料是非常重要的。为了保证铸铁性能的可靠性和稳定性,首先必需有良好的铁液质量。因此,一定要做好炉前处理! 脱硫铁液脱硫可减少球化剂用量和铸件中硫化物夹渣的数量。发达 球铁生产几乎全部采用脱硫工艺,要求脱硫后S≤00%,我国条件下,目标位为S≤00%,锡柴和常柴可达到S≤00%。 包底NaCO冲入法处理,方法简便但脱硫率低,效果不稳定,处理时烟尘污染环境,对咽喉有刺激性。在规模生产的球铁车间,宜将脱硫剂置于液面,采用机械搅拌法摇包法或气动搅拌法进行脱硫。其中气动法较为简单,动力消耗少,为流行。气动脱硫装置可设于前炉上游,进行连续脱硫,亦可在炉前单包间断脱硫。气动源多为N。 脱硫剂分CaC系和CaO两大类。CaC脱硫效果好,可将硫由00~00%降至00%以下,浮渣呈颗粒状易于去除,只是它的价格贵熔点高,又碍于运输和保管,故限于近点供应。CaO系使用较为普遍。无论是那一系脱硫剂,都应具有抗潮防爆的特性。活性CaO经表面成膜处理,并加添加剂制成的复合脱硫剂,不受潮,去硫效率高,气动法脱硫,脱硫率在0~90%。产量不大的工厂,单包冲入法脱硫应采用低熔点复合脱硫剂,脱硫率为0~0%,此时脱硫渣呈熔融状。气动脱硫后,铁液进入感应炉提温。



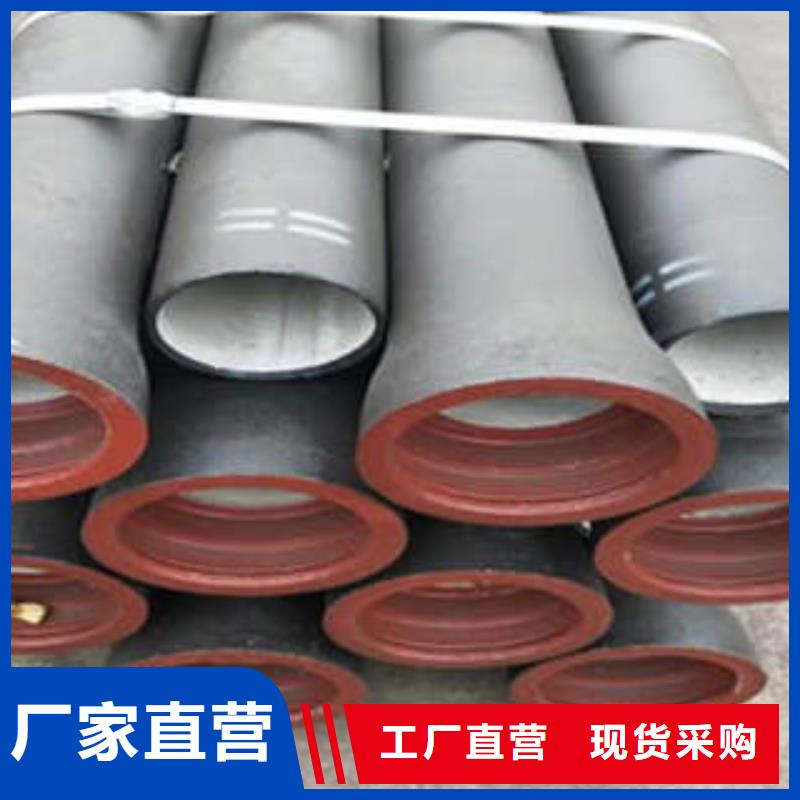
球墨铸铁管接口连接应符合下列规定:
主控项目
1管节及管件的产品质量应符合本规范第5.5.1条的规定;
检查方法:检查产品质量保证资料,检查成品管进场验收记录。
2承插接口连接时,两管节中轴线应保持同心,承口、插口部位无破损、变形、开裂;插口推入深度应符合要求;
检查方法:逐个观察;检查施工记录。
3法兰接口连接时,插口与承口法兰压盖的纵向轴线一致,连接螺栓终拧扭矩应符合设计或产品使用说明要求;接口连接后,连接部位及连接件应无变形、破损;
检查方法:逐个接口检查,用扭矩扳手检查;检查螺栓拧紧记录。
4橡胶圈安装位置应准确,不得扭曲、外露;沿圆周各点应与承口端面等距,其允许偏差应为±3mm;
检查方法:观察,用探尺检查;检查施工记录。
一般项目
5连接后管节间平顺,接口无突起、突弯、轴向位移现象;
检查方法:观察;检查施工测量记录。
6接口的环向间隙应均匀,承插口间的纵向间隙不应小于3mm;
检查方法:观察,用塞尺、钢尺检查。
7法兰接口的压兰、螺栓和螺母等连接件应规格型号一致,采用钢制螺栓和螺母时,防腐处理应符合设计要求;
检查方法:逐个接口检查;检查螺栓和螺母质量合格证明书、性能检验报告。
8管道沿曲线安装时,接口转角应符合本规范第5.5.8条的规定;
总结 您是想要在江西省上饶市采购高质量的球墨铸铁管,精密无缝钢管品质服务诚信为本产品吗?君杰钢管有限公司(上饶分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的球墨铸铁管,精密无缝钢管品质服务诚信为本产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:曹经理-13563535837,QQ:18151371377,地址:《开发区大东钢管市场武夷山路》。