


想知道止水铜片止水条规格型号全产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:安徽亳州止水铜片止水条规格型号全的图文介绍

广硕橡塑制品(亳州市分公司)
客户的支持就是我们的成功,随着公司的持续发展,广硕橡塑制品(亳州市分公司)在 背贴式橡胶止水带产品研发、技术、产品销售、售后服务等方面均有长足的进步,并将持续贯彻“追求产品零缺陷”的质量方针,为广大客户提供更为满意的 背贴式橡胶止水带产品和服务。


目前被国内外广泛应用作为水工变形缝止水的铜片均为紫铜片。紫铜是指含Cu:量不低于99.5%的I业纯铜,因其表面呈紫红色而得名。它具有极好的导电性、导热性、良好的塑性及耐腐蚀性能。紫铜常见的牌号有四种:T1、T2、T3及T4,其含Cu量分别占99.95%、99.90%,99.70%和99.50%以上。水工建筑物止水一般采用T2.T3冷轧,软铜。
混凝土中止水铜片的材料基本要求为:
一、抗拉强度不小于205MPa;
二、延伸率不低于30% :
三、冷弯180不出现裂缝;
四、0° ~ 60*范围内,连续张闭S0次不出现裂缝(顶部可保持直径约lcm弧度)。
混凝土中止水铜片的材料基本要求为:
一、抗拉强度不小于205MPa;
二、延伸率不低于30% :
三、冷弯180不出现裂缝;
四、0° ~ 60*范围内,连续张闭S0次不出现裂缝(顶部可保持直径约lcm弧度)。



若是多股金属丝的导线,打光后应先拧在一起,然后再镀锡。刮去氧化层均匀镀上一层锡三、焊接做好焊前处理之后,就可正式进行焊接。1、焊接方法。焊接检查剪短(1)右手持电烙铁。左手用尖嘴钳或镊子夹持元件或导线。
焊接前,电烙铁要充分预热。烙铁头刃面上要吃锡,即带上一定量焊锡。(2)将烙铁头刃面紧贴在焊点处。电烙铁与水平面大约成60℃角。以便于熔化的锡从烙铁头上流到焊点上。烙铁头在焊点处停留的时间控制在2~3秒钟。(3)抬开烙铁头。
左手仍持元件不动。待焊点处的锡冷却凝固后,才可松开左手。(4)用镊子转动引线,确认不松动,然后可用偏口钳剪去多余的引线。2、焊接质量焊接时,要保证每个焊点焊接牢固、良好。要保证焊接质量。(A)所示应是锡点光亮,圆滑而刺,锡量适中。
焊接前,电烙铁要充分预热。烙铁头刃面上要吃锡,即带上一定量焊锡。(2)将烙铁头刃面紧贴在焊点处。电烙铁与水平面大约成60℃角。以便于熔化的锡从烙铁头上流到焊点上。烙铁头在焊点处停留的时间控制在2~3秒钟。(3)抬开烙铁头。
左手仍持元件不动。待焊点处的锡冷却凝固后,才可松开左手。(4)用镊子转动引线,确认不松动,然后可用偏口钳剪去多余的引线。2、焊接质量焊接时,要保证每个焊点焊接牢固、良好。要保证焊接质量。(A)所示应是锡点光亮,圆滑而刺,锡量适中。



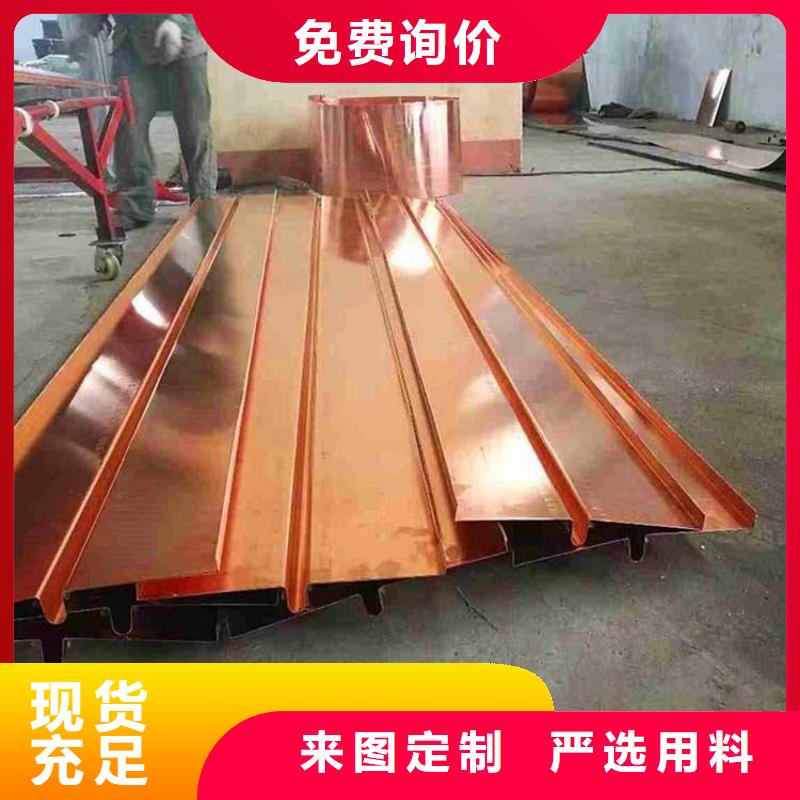
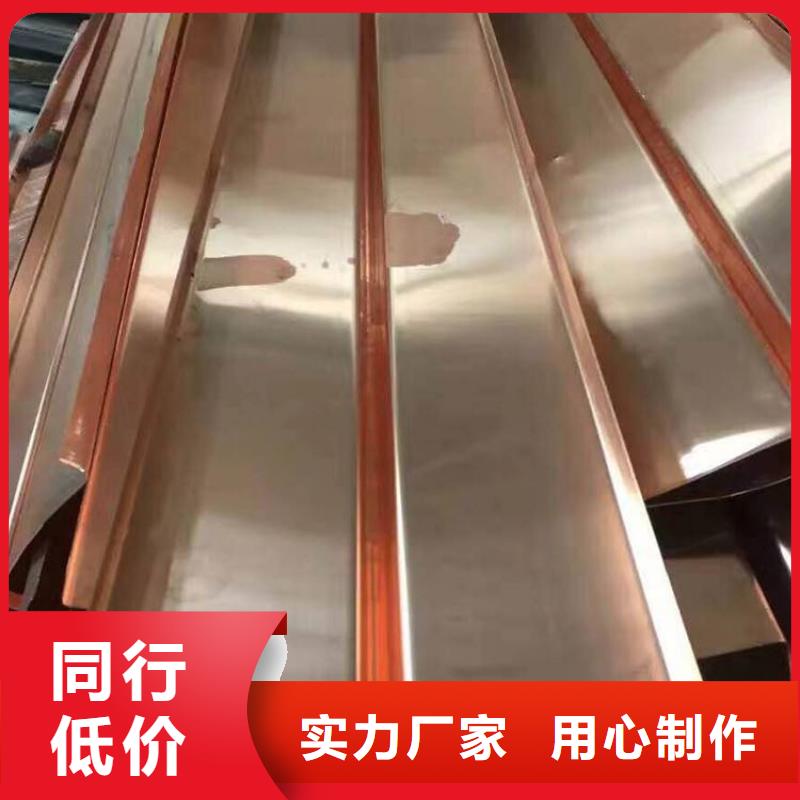
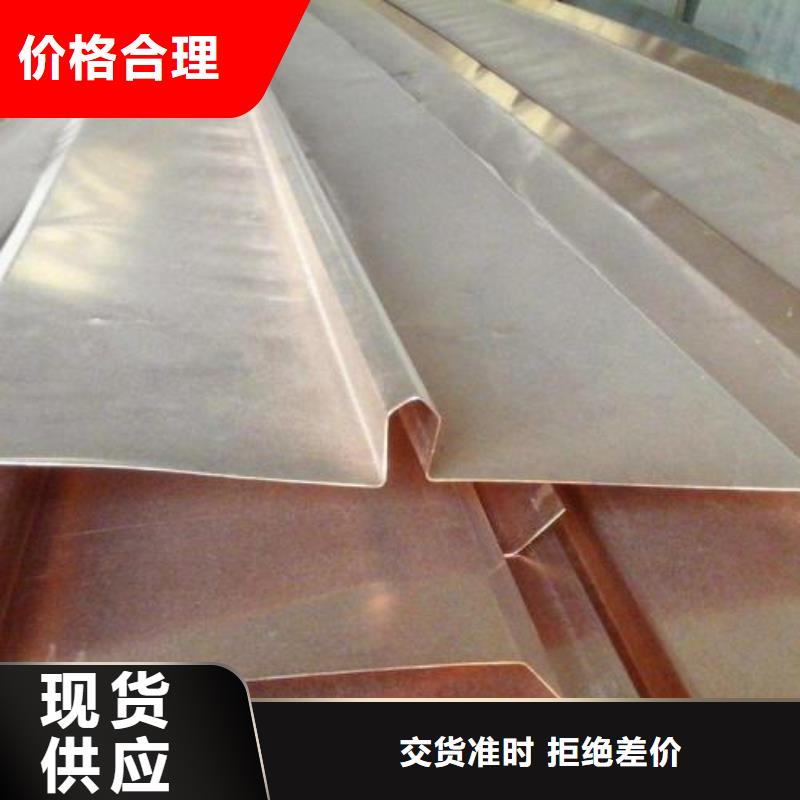
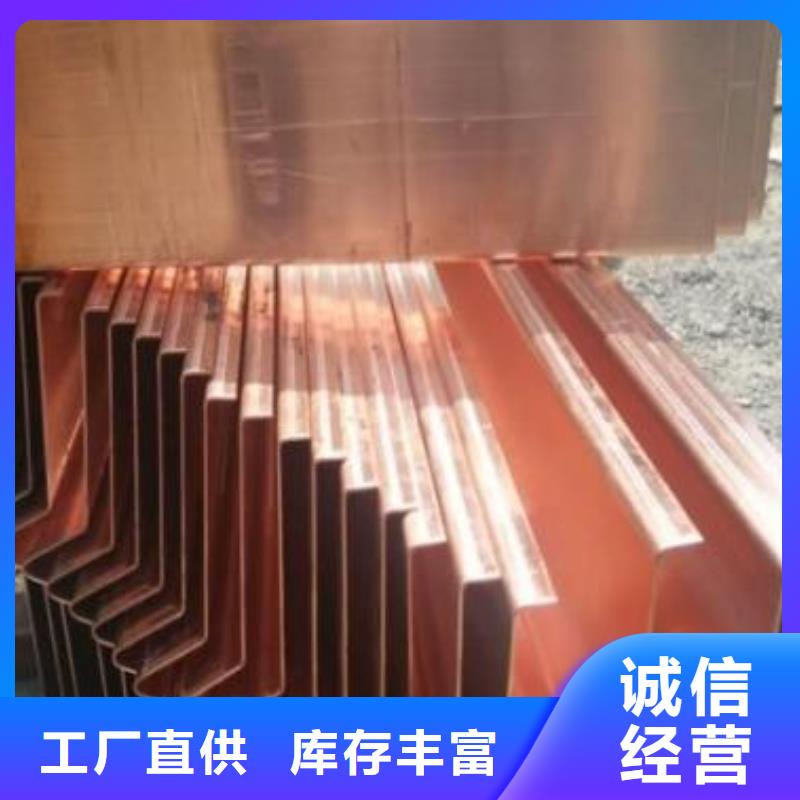
紫铜片止水带紫铜止水带价格按型状分为平板型止水带(中部为平板的止水带)止水带不同形状示意图止水带不同形状示意图变形型止水带(能够适应接缝变形的止水带,又分为封闭型(中心孔等)和开敞型(中心变形体不封口)两种,开敞型包括W型、F型、Ω型、波型等)一、铜板止水带应平整,表面的浮皮、锈污、油渍均应干净。
如有砂眼、钉孔、裂纹应予焊补。二、铜板止水带现场接长宜用搭接焊。搭接长度应不小于20mm,且应双面焊接(包括“鼻子”部分)。经试验能够保证质量亦可采用对接焊接,但均不得采用手工电弧焊。三、焊接接头表面应光滑、无砂眼或裂纹,不渗水。
在工厂加工的接头应抽查,抽查数量不少于接头总数的20%。在现场焊接的接头,应逐个进行外观和渗透检查。四、铜板止水带安装应准确、牢固,其“鼻子”中心线与接缝中心线偏差±5㎜。定位后应在“鼻子”空填满塑性材料。
如有砂眼、钉孔、裂纹应予焊补。二、铜板止水带现场接长宜用搭接焊。搭接长度应不小于20mm,且应双面焊接(包括“鼻子”部分)。经试验能够保证质量亦可采用对接焊接,但均不得采用手工电弧焊。三、焊接接头表面应光滑、无砂眼或裂纹,不渗水。
在工厂加工的接头应抽查,抽查数量不少于接头总数的20%。在现场焊接的接头,应逐个进行外观和渗透检查。四、铜板止水带安装应准确、牢固,其“鼻子”中心线与接缝中心线偏差±5㎜。定位后应在“鼻子”空填满塑性材料。

