




电气焊糕点制作培训报名优惠视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:电气焊糕点制作培训报名优惠的图文介绍
焊工的职业专门化是国外发展现状增加,操作简单,自动化、集成,以高度发展相应的焊接培训技术。自动焊接培训设备,广泛使用在国外,自动化程度和控制精度,稳定的焊接培训质量。这就要求焊工掌握不仅焊接培训的基础知识和专业技能,但也使用和操作各类先进、精密的焊接培训设备,控制和仪表。焊工往往会经历很长一段时间,因此,系统、的培训、教育,为了适合焊接培训工作。
进入21世纪后,焊接培训作为一个重要的部分在制造业行业一直快速发展,这对在中国焊接培训行业带来了前所未有的发展机遇,也为电气焊培训专业从业者提供了舞台的人才和机会。
进入21世纪后,焊接培训作为一个重要的部分在制造业行业一直快速发展,这对在中国焊接培训行业带来了前所未有的发展机遇,也为电气焊培训专业从业者提供了舞台的人才和机会。


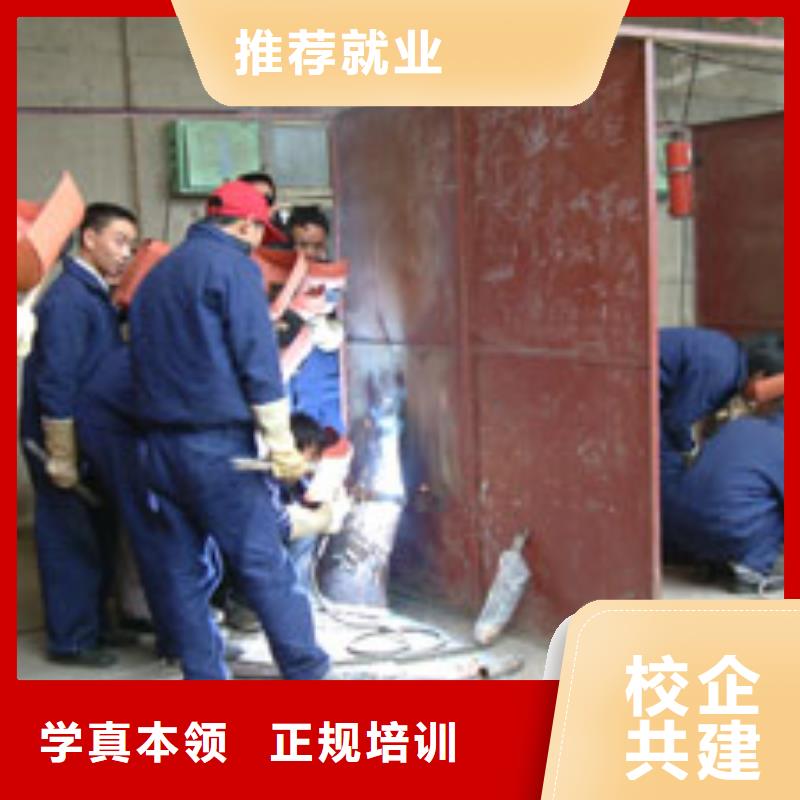
气焊、气割、电焊设备的使用与操作,注意事项等,以操作为主。
一、焊条电弧焊的焊接过程
开始焊接时,在焊条与焊件之间,先接短路,然后立即起焊条到一定距离,将电弧引然,在电弧的高温作用下使药皮、焊芯及工件熔化,形成熔池。
焊条的焊芯熔化时,是以熔滴的形式向熔池过渡的。药皮熔化过程中产生的气体充满在电弧和溶池周围,产生的熔渣覆盖在液体金属上面,起着保护液态金属的作用,同时和熔化了的焊芯、母材发生一系列的治金反应,这种反应能精炼焊缝金属,提高焊缝质量。



现在正是初中刚刚毕业的时候,好多家长都在为孩子挑选学校,挑选专业,现在学校虽然很多,但诚的、教实用技术的学校太少了,有的只是简单让孩子们上上文化课,实践只接触一些皮毛知识,到了哪个单位也胜任不了,也就造成了毕业即失业!
在科学技术飞速发展的当今时代,焊接已经从一种传统的热加工技艺发展到了集材料、冶金、结构、力学、电子等多门类科学为一体的工程工艺学科。而且,随着相关学科技术的发展和进步,不断有新的知识融合在焊接之中。
剖析现代的焊接,我们不难发现其愈发显现出的几大特征:
在科学技术飞速发展的当今时代,焊接已经从一种传统的热加工技艺发展到了集材料、冶金、结构、力学、电子等多门类科学为一体的工程工艺学科。而且,随着相关学科技术的发展和进步,不断有新的知识融合在焊接之中。
剖析现代的焊接,我们不难发现其愈发显现出的几大特征:



虎振技工学校生产的【浙江宁波UI设计培训机构】均符合标准(GB)、产品品种丰富、规格齐全,公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市,【浙江宁波UI设计培训机构】产品深得用户依赖。欢迎新老客户来电垂询。
公司常备【浙江宁波UI设计培训机构】库存量充足,品种规格齐全。本着薄利多销,质量可靠的销售原则,让客户买的放心,用的舒心!诚信、专业、 是我们的服务宗旨,我们将竭诚为新老客户提供过硬的【浙江宁波UI设计培训机构】产品和优质的服务, 欢迎各界朋友莅临参观、指导和业务洽谈。



2、焊材的选用:
现在,一些小修理厂车身焊接时焊丝的选用很随意,各种牌号的焊丝都有。车身焊接专用的焊丝牌号应为AWS-ER70S-6,焊丝的直径为0.6mm,而许多修理厂却在使用0.8mm焊丝。0.8mm焊丝适合焊接厚度为1.2mm的钢板,不适合整体式车身1.0mm左右厚度的板件。
3、保护气体的选用:
一般修理厂所选保护气体为二氧化碳。二氧化碳在焊接时会产生较大的熔深,在焊接薄板件时容易产生熔穿等问题。
现在,一些小修理厂车身焊接时焊丝的选用很随意,各种牌号的焊丝都有。车身焊接专用的焊丝牌号应为AWS-ER70S-6,焊丝的直径为0.6mm,而许多修理厂却在使用0.8mm焊丝。0.8mm焊丝适合焊接厚度为1.2mm的钢板,不适合整体式车身1.0mm左右厚度的板件。
3、保护气体的选用:
一般修理厂所选保护气体为二氧化碳。二氧化碳在焊接时会产生较大的熔深,在焊接薄板件时容易产生熔穿等问题。



