



想要了解注浆管声测管批发商产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:注浆管声测管批发商的图文介绍


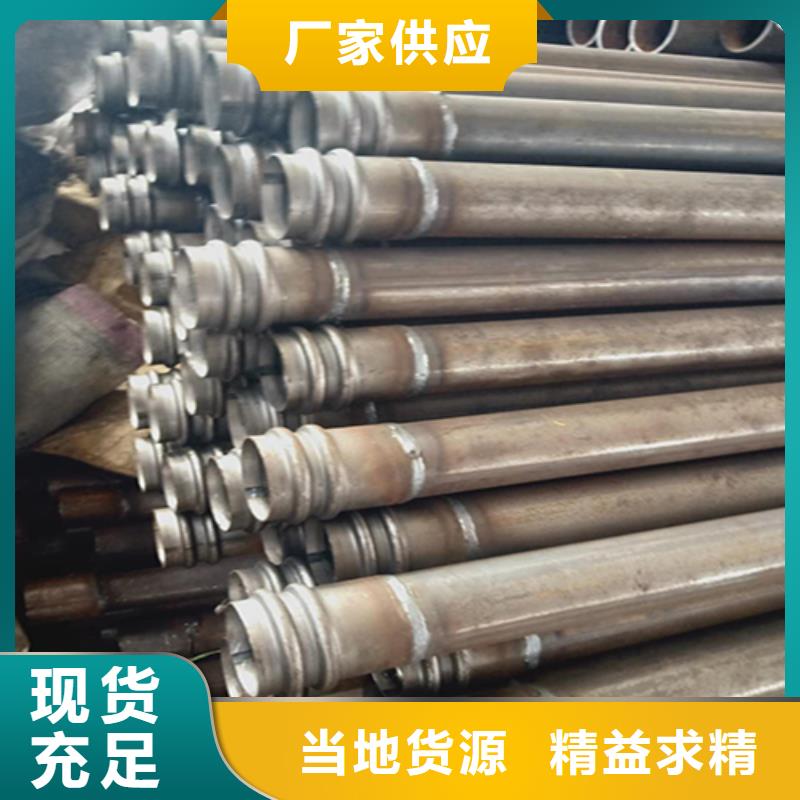
声测管在钢筋笼焊接施工工艺:(1)、同城主筋焊接采用搭接电弧焊。(2)、同城钢筋焊接过程中应对焊接接头的力学性能进行抽样检查。检查数量以同级别、同城同规格、同城同接头形式和同一焊工完成的每 200 个接头为一批。(3)、同城焊接地线应与主筋接触良好,不得因接触不良而烧伤主筋。(4)、同城焊接时,在搭接钢筋的一端引弧,并在搭接钢筋端头上收弧,弧坑必须填满。焊缝的尺寸要满足下列要求:a、同城焊缝的长度: 单面焊≥ 10d,双面焊≥ 5d,且主筋搭接少为 20cm。b、同城焊缝的宽度:≥ 1.4cmc、同城焊缝的高度:≥ 6mm(5)、同城搭接接头钢筋的端部应预弯,搭接钢筋的轴线应在同一直线上。(6)、同城焊接接头经检查合格后将箍筋按 20cm一道 ,绑扎到钢筋笼主筋上。箍筋要隔点绑扎或焊接。(7)、同城加强箍筋 N3Φ16 圆钢与主筋焊接时必须双面点焊。5、同城钢筋笼吊装:(1)、同城钢筋笼运至现场后采用吊车吊装入孔,为了保证钢筋笼起吊时不变形,对于长骨架,起吊前应在加强箍筋处内焊接三角或十字支撑,以加强其刚度。采用四点吊装,点设在笼顶,第二点设在距离笼顶四分之一处,第三点设在距钢筋笼底部四分之一处,第四吊点设在钢筋笼的下部。点和第二点间设置一道滑轮,第三点和第四点间设置一道滑轮。起吊时,先提和第二点,使骨架稍提起,再与第三点和第四点同时起吊。待骨架离开地面一定高度后,第三、同城四点吊点停吊,继续、同城二吊点。随着、同城二吊点不断上升,慢慢放松第三、同城四吊点,直到骨架同地面垂直,停止起升。当骨架进入孔口后,应将其扶正徐徐下降,严禁摆动碰撞孔壁。在下降过程中依次解除四、同城三、同城二吊点的钢丝绳。待笼顶加强箍筋接近孔口时,用声测管( Φ10cm)等穿过加强箍筋的下方,将骨架临时支撑于孔口方木上, 孔口临时支撑应满足强度和刚度要求。 解除吊钩,照此办法再起吊第二节骨架, 使上下两节骨架位于同一垂直线上进行焊接,全部接头焊好后就可以下沉入孔,直至所有骨架安装完毕。



日升昌钢管声测管厂家(朝阳市分公司)是一家专注从事 500桩尖的企业。主营: 500桩尖。公司以优良的技术实力、高素质的人才队伍,完善的服务能力深受广大客户的信赖与赞扬,公司深受社会各界的支持与厚爱,已在 500桩尖取得良好成绩。我们公司会在您的鼓励与支持中不断发展壮大,公司有完善周到的售前售后服务团队,为客户解决问题以及提供合适的行业解决方案。公司总经理及全体员工期待您的莅临指导!

注浆管声测管批发商


本周声测管厂家调价本周国内建材行情先扬后抑,各区域声测管厂家价格政策陆续出现回调。从华东地区来看,少数声测管厂家价格暂时持平,大多数声测管厂家价格出现下调,幅度不是很大。部分声测管厂家检修结束,市场供应量有所上升。2、附近原材料本周国内原料价格涨跌互现,其中钢坯价格小幅下跌,铁精粉、附近焦炭、附近废钢小幅上调,分品种来看:钢坯市场:本周国内市场钢坯价格小幅小跌。本周调研钢坯供减需增,下游轧声测管厂家开工率再次增多,对坯料有一定刚性需求,但受到成材价格滞涨的影响,厂家补货意愿不强,价格上行有一定压力。鉴于钢坯价格下跌之后市场采购意愿回升,贸易商也不愿低价批量出货,短期价格很难下挫,预计下周钢坯价格以小幅盘整为主。焦炭市场:本周焦炭价格整体偏强,焦炭厂家第二轮提涨范围扩大,下游部分企业已接受涨价。受山西环保限产预期增强、附近唐山声测管厂家限产不及预期影响,整体市场情绪转强,多看好焦炭后市。山西具体环保政策目前仍未推出,短期焦炭市场或将继续偏强运行,后期需继续关注山西、附近河北环保政策变化。目前,原料炼焦煤价格偏强运行,焦企利润回升,炼焦煤需求稳中向好,煤矿销售无压力且厂内精煤无库存压力,预计下周焦炭价格将继续偏强运行。废钢市场:本周废声测管价格格小幅上行。受五一假期唐山钢坯及国内声测管价格持续走强影响,废钢市场信心回升,节后归来废声测管价格格小幅走强;下半周受宏观消息影响,市场情绪偏空,部分声测管厂家废钢采购价小幅下调。目前市场尚无大幅下跌的诱因,废钢市场亦保持窄幅震荡状态。预计下周国内废钢市场以震荡偏弱为主。



接触焊是以一对铜电极与被焊接的钢管两边部相接触,感应电流穿透性好,高频电流的两个效应因铜电极与钢板直接接触而得到**利用,所以接触焊的焊接效率较高而功率消耗较低,在高速低精度管材生产中得到广泛应用,在生产特别厚的钢管时一般也都需要采用接触焊。声测管机组焊接的两种方式:接触焊和感应焊。但是接触焊时有两个缺点:一是铜电极与钢板接触,磨损很快;二是由于钢板表面平整度和边缘直线度的影响,接触焊的电流稳定性较差,焊缝内外毛刺较高,在焊接高精度和薄壁管时一般不采用。感应焊是以一匝或多匝的感应圈套在被焊的钢管外,多匝的效果好于单匝,但是多匝感应圈制作安装较为困难。感应圈与钢管表面间距小时效率较高,但容易造成感应圈与管材之间的放电,一般要保持感应圈离钢管表面有5~8 mm的空隙为宜。采用感应焊时,由于感应圈不与钢板接触,所以不存在磨损,其感应电流较为稳定,保证了焊接时的稳定性,焊接时钢管的表面质量好,焊缝平整,在生产如API等高精度管子时,基本上都采用感应焊的形式。焊管机组调试及日常维护注意事项一般来说,焊管机组的制定一定要符合操作规程,操作员在机组运行过程中一定不能和模具进行接触,还要注意把手放在出管方向,避免操作不当对自己的和造成影响。另外焊管机组操作人在操作前要注意检查机组各润滑点是否润滑到位,否则就要注意加用一些润滑油,确保机组能够正常运行和工作。焊管机组使用过程中要注意采用一些耐高温的合成复合铝基润滑脂,这样可以避免焊管机组受到损坏

