



想要知道声测管打桩产品如何?看视频就知道!看视频,选产品更明智!
以下是:声测管打桩的图文介绍


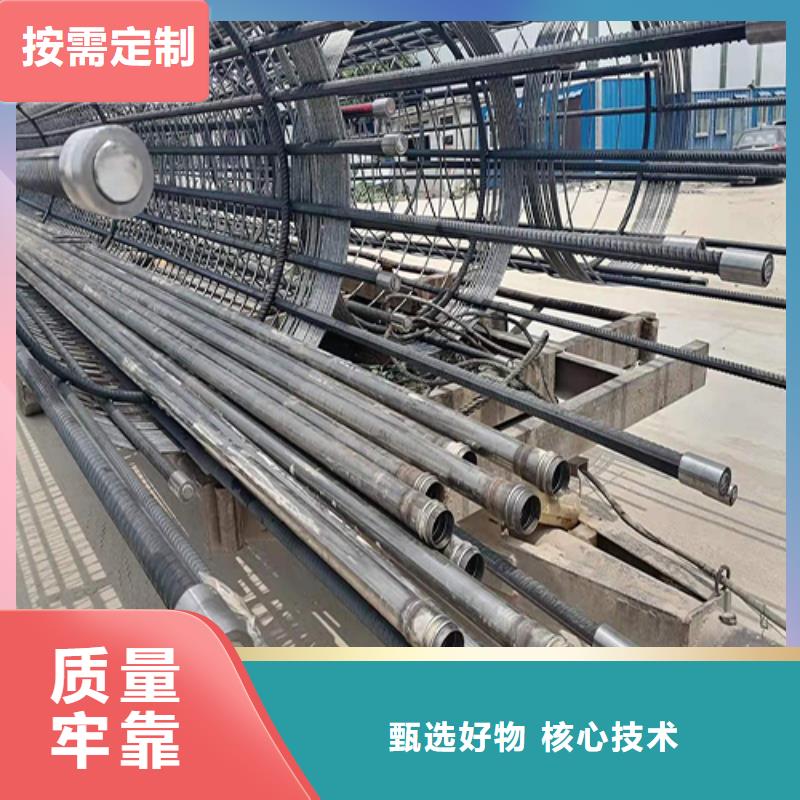
现在我国越来越多的地铁工程开始建设,为了保证工程质量,因此都要进行预埋声测管。地铁工程声测管正确预埋方法声测管预埋固定在钢筋笼的内侧,呈等边三角形方式布置(应该不少于3个点)。管头采用胶布密封,注意连接位置焊接严密,另外管壁厚度应满足要求,不得以次充好,否则会对将来的声波埋下隐患。超声波法检测桩基预埋声测管要求(1)当桩径不大于1500mm时,应埋设3根管;当桩径大于1500mm时,应埋设4根 管。(2)声测管宜采用金属管,其内径应比换能器外径大15mm,管的连接宜采用螺纹连接,且不漏水。(3)声测管应牢固焊接或绑在钢筋笼的内侧,且互相平行、同城定位正确,并埋设至桩底,管口宜高出顶面300mm以上.(4)声测管底应封闭,管口应加盖。(5)声测管的布置宜路线前进方向的等点为起始点,按顺时针旋转方向进行编号和分组。买2根编为一组。现在我国越来越多的地铁工程开始建设,为了保证工程质量,因此都要进行预埋声测管。地铁工程声测管正确预埋方法声测管预埋固定在钢筋笼的内侧,呈等边三角形方式布置(应该不少于3个点)。管头采用胶布密封,注意连接位置焊接严密,另外管壁厚度应满足要求,不得以次充好,否则会对将来的声波埋下隐患。超声波法检测桩基预埋声测管要求(1)当桩径不大于1500mm时,应埋设3根管;当桩径大于1500mm时,应埋设4根 管。(2)声测管宜采用金属管,其内径应比换能器外径大15mm,管的连接宜采用螺纹连接,且不漏水。(3)声测管应牢固焊接或绑在钢筋笼的内侧,且互相平行、同城定位正确,并埋设至桩底,管口宜高出顶面300mm以上.(4)声测管底应封闭,管口应加盖。(5)声测管的布置宜路线前进方向的等点为起始点,按顺时针旋转方向进行编号和分组。买2根编为一组。



据了解,金海大桥地处珠海市区西南部,主桥全长1.4公里,桥宽49.6米,宽度为世界罕见,是我国首座公铁同层合建跨海大桥,也是在珠三角入海口上建设的首座公铁两用大桥。由于是近海大桥,在大桥的设计、同城施工和材料的选择上需要通盘考虑、同城抗震、同城抗海水腐蚀、同城抗台风袭击和抗海浪冲击等等,对材料的供货标准要求非常高。作为重点工程项目,金海大桥的建设进展一直受到各大钢铁企业的关注。鞍钢桥梁声测管团队谨慎研判客户需求,分析竞争对手营销策略,充分发挥鞍钢具有长期稳定供货桥梁声测管的丰富经验,终成功以综合评分名的成绩拿下全部订单。一次性供货近6万吨钢板,是对一个钢企综合实力的考验。考虑到金海大桥的跨海特点,此座桥梁的防腐标准沿用港珠澳大桥的防腐标准,以保证桥梁性能。在之前成功供货港珠澳大桥的基础上,鞍钢桥梁声测管团队将坚持以客户为中心的理念,发挥鞍营两地装备优势,精准控制客户所需的Q345qD、同城Q370qD和Q420qE级别钢板质量。同时,他们将结合客户个性化需求,精细管理每一批出厂产品,实现按照现场建设进度随时调整供货节点,确保大桥建设顺利。目前,为金海大桥供货的首批桥梁声测管已经进入生产阶段。



日升昌钢管声测管厂家(西安市分公司)常年生产销售 500桩尖等产品。公司库存量大,材质规格齐全,我公司经营方式灵活,批零兼营、一支起售,并可为客户铁路、公路运输,7*24小时为您服务,欢迎新老客户来电垂询。 公司自创办以来,一直坚持“以质量求生存,以产品求发展,以信誉保合作,以服务赢客户”的经营方针,客户遍及大江南北,获得了良好的声誉与回报,在以后的发展历程中,我们愿与广大客户携手并进,共创辉煌。



目前声测管壁厚薄可以达到0.8mm,此种声测管的连接方式主要采用。一个桩基具体采用哪种壁厚的声测管主要取决于图纸的要求,桩基越深要求壁厚就越厚,声测管的外径常用的是50/54/57三种,壁厚从0.8mm至3.5mm之间。声测管外径壁厚如何选择?有什么规范要求呢?声测管外径,通常比径向换能器的直径大l0mm即可,径向换能器就是超声波检测用的吊进声测管内部的检测仪器。声测管壁厚对透声率的影响很小,从节省用钢量,即钢材成本的角度而言,管壁只要能承受新浇混凝土的侧压力,则越薄越省。声测管规范要求,要根据桩基深度选择不同壁厚的声测管,具体如下:桩基深度(m ) 声测管壁厚(mm)<50 ≥1.050~70 ≥1.270~90 ≥1.590~120 ≥1.8很多工地都要求用到3.5mm或者3.0mm的声测管厚度,实际情况应该参考声测管标准和工地实际情况选择,不同的施工情况和地质对厚度有不同要求。选购声测管时,要根据桩的深度、附近直径、附近数量和工程的要求来确定声测管的接口、附近材质、附近外径、附近壁厚及底管、附近中管、附近顶管的数量和长度!



接触焊是以一对铜电极与被焊接的钢管两边部相接触,感应电流穿透性好,高频电流的两个效应因铜电极与钢板直接接触而得到**利用,所以接触焊的焊接效率较高而功率消耗较低,在高速低精度管材生产中得到广泛应用,在生产特别厚的钢管时一般也都需要采用接触焊。声测管机组焊接的两种方式:接触焊和感应焊。但是接触焊时有两个缺点:一是铜电极与钢板接触,磨损很快;二是由于钢板表面平整度和边缘直线度的影响,接触焊的电流稳定性较差,焊缝内外毛刺较高,在焊接高精度和薄壁管时一般不采用。感应焊是以一匝或多匝的感应圈套在被焊的钢管外,多匝的效果好于单匝,但是多匝感应圈制作安装较为困难。感应圈与钢管表面间距小时效率较高,但容易造成感应圈与管材之间的放电,一般要保持感应圈离钢管表面有5~8 mm的空隙为宜。采用感应焊时,由于感应圈不与钢板接触,所以不存在磨损,其感应电流较为稳定,保证了焊接时的稳定性,焊接时钢管的表面质量好,焊缝平整,在生产如API等高精度管子时,基本上都采用感应焊的形式。焊管机组调试及日常维护注意事项一般来说,焊管机组的制定一定要符合操作规程,操作员在机组运行过程中一定不能和模具进行接触,还要注意把手放在出管方向,避免操作不当对自己的和造成影响。另外焊管机组操作人在操作前要注意检查机组各润滑点是否润滑到位,否则就要注意加用一些润滑油,确保机组能够正常运行和工作。焊管机组使用过程中要注意采用一些耐高温的合成复合铝基润滑脂,这样可以避免焊管机组受到损坏

