
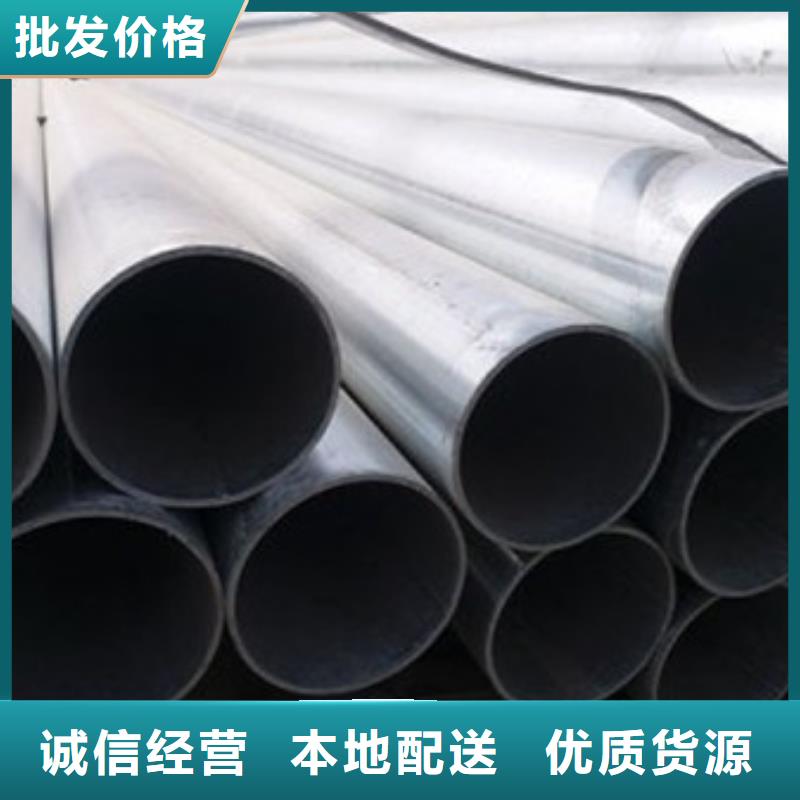

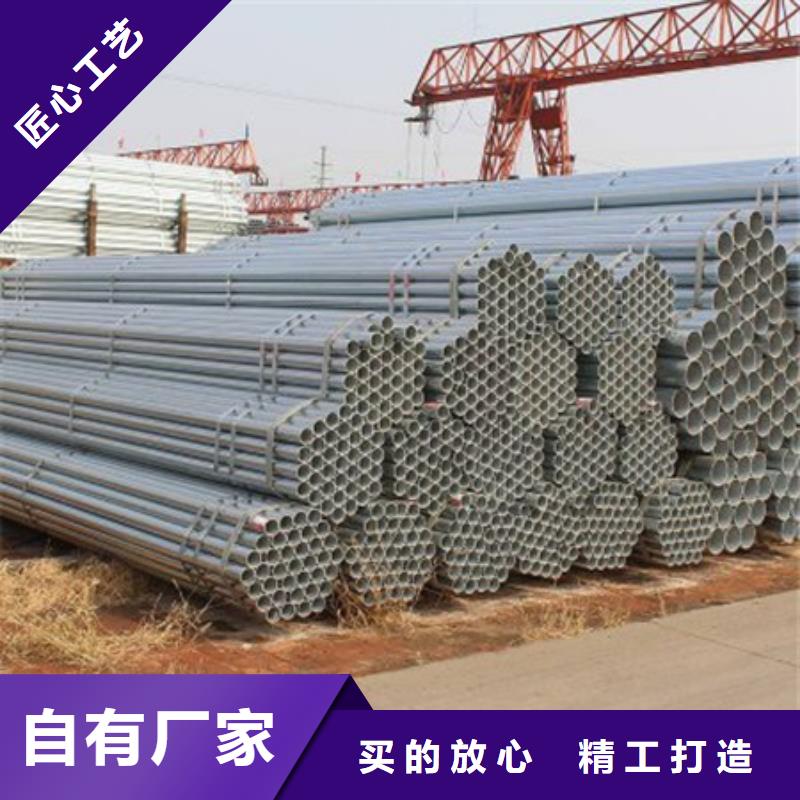


热镀锌钢管:是在使用钢板或者是钢带卷曲成型后焊接制成的方管,并在这种方管的基础上将方管置于热镀锌池中经过一系列化学反响后又形成的一种方管。热镀锌钢管的生产工艺较为简单,且生产效率是很高的,品种规格也多,这种方管所需要的设备和资金很少,适合小型热镀锌钢管厂家的生产。但是从强度上来说这种钢管的强度是远远低于无缝方管的。
储藏镀锌管有哪些要求?
现在,人们对于镀锌管的应用还是比较广泛的,这种产品在生产出来后,如果暂时不被使用,那么它就会直接进入到储藏阶段,而在对镀锌管进行储藏的时候,有哪些需要注意的事项呢?
1、镀锌管是一种实用性很高的材料,所以说我们在对它进行储藏的时候一定要保证它的完整性,如果我们选择的环境存在着一些比较坚硬的物质,那么要立刻对它们进行清理,以保证这些坚硬的物质不会对镀锌管造成摩擦和磕碰。
2、通风干燥的地方对于镀锌管的存放非常有利,相反的那些潮湿的地方对于镀锌管的存放是很不利的,因为镀锌管在这样的环境中很容易生锈。



融拓金属材料(枣庄市分公司)宗旨:诚信立足,创新致远,以 [钢管]质量求生存,以信誉求发展,赢得了各界用户的好评,是目前理想的 [钢管]产品。公司实力和 [钢管]产品质量获得业界的认可。融拓金属材料(枣庄市分公司)欢迎各界朋友莅临参观、指导和业务洽谈。



方管协会刊登:热镀锌后的钢材可否焊接?
只要焊接材料、焊接面、焊接电流、焊接速度、焊接方法等焊接条件适当,镀锌钢材亦可焊接。
一般钢材的焊接强度并不会减弱,但随着镀锌厚度的增加,适当的焊接条件范围变窄,使焊接进行困难,故焊接时 将焊接部的锌完全除去。
镀锌钢材的焊接时,须注意以下几点:
(一)焊接时产生大量烟雾,焊接工人吸入时会发生情绪上的不良影响,故须戴口罩或安装排烟设备。
(二)焊接完后须除去焊渣,锌层剥落部分用高含锌漆补修或以锌焊熔补修。
由此可知,焊接并没什么特殊问题。但现场焊接总是对美观有害的,故尽可能采用螺栓结合。
热镀锌钢材焊接注意事项内容就到这里,热镀锌钢管用于运输以及建筑,热镀锌是将钢、不锈钢、铸铁等金属浸入熔融液态金属或合金中获得镀层的一种工艺技术。热镀锌是当今世界上应用广泛、性能价格比 的钢材表面处理方法。
镀锌无缝钢管厂告诉你不同环境下的使用年限
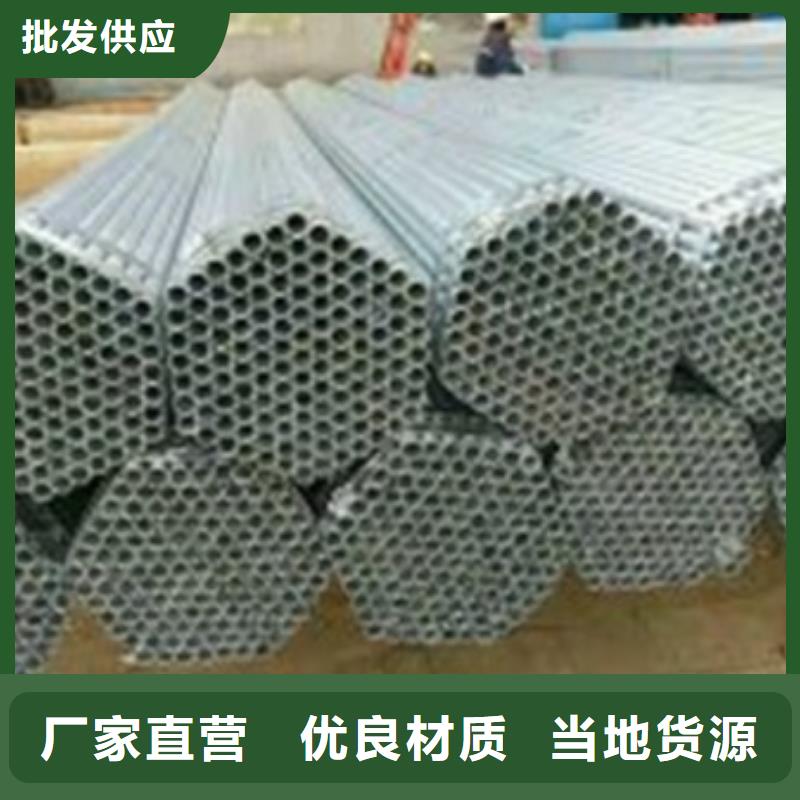
热浸镀锌工艺是一种相对稳定可靠的钢表面处理方案,可抵抗环境腐蚀。影响热浸镀锌的因素很多,如钢基材的组成、表面状态(如粗糙度)、基材的内部应力、几何尺寸等。其中,基材的厚度对镀锌厚度有很大影响。热浸镀锌,钢管越厚,热浸镀锌的厚度越厚。以4.5mm厚镀锌无缝管为例,说明了不同环境下的使用寿命。



2、镀锌钢管的通常交货长度为4000mm-12000mm,以6000mm和12000mm居多。方矩管允许交付不小于2000mm的短尺和非定尺产品,也可以接口管形式交货,但需方在使用时应将接口管切除。短尺和非定尺产品的重量不超过总交货量的5%,对于理论重量大于20kg/m的方矩管应不超过总交货量的10%。
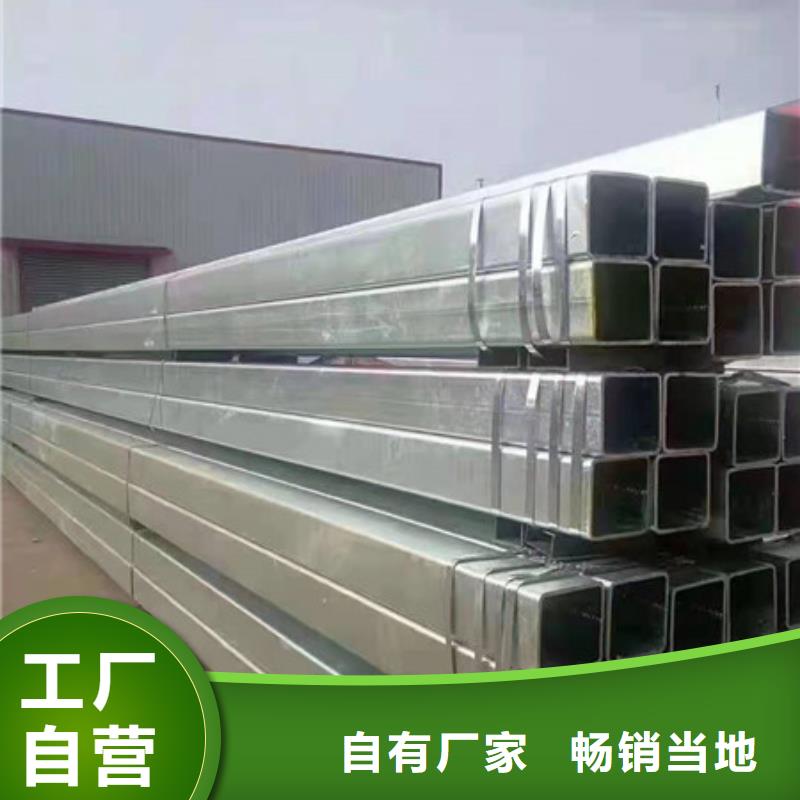
3、镀锌钢管的弯曲度每米不得大于2mm,总弯曲度不得大于总长度的0.2%。1、方矩管生产工艺分类
方矩管按生产工艺分:热轧无缝方管、冷拔无缝方管、挤压无缝方管、焊接方管。 其中焊接方管又分为: (a)按工艺分——电弧焊方管、电阻焊方管(高频、低频)、气焊方管、炉焊方管 (b)按焊缝分——直缝焊方管、螺旋焊方管

