

准备好领略冷拔管精密无缝钢管生产安装产品的风采了吗?我们的视频将带您领略产品的每一个细节,从外观到内在,从功能到性能,让您了解它的独特之处。
以下是:冷拔管精密无缝钢管生产安装的图文介绍



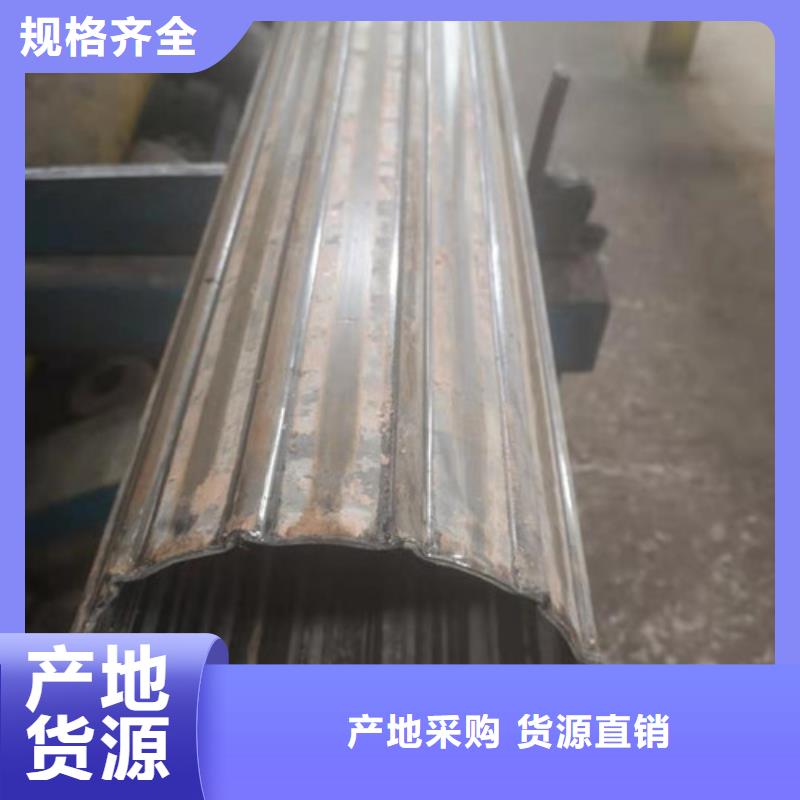
冷拔管的工艺流程:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧冷拔管焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足冷拔管焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧冷拔管焊接,从而获得稳定的冷拔管焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根。



相信今后的日子里,精拉管业(大连市分公司)会更加努力,开拓创新,奋进拼博,放眼长远,放眼未来,努力将企业做大做强。 企业的发展离不开社会各界同时更包括您的支持,因此,希望您能继续关注我们的企业,关注我们的发展,多提宝贵意见。同时,也希望能保持联络、沟通交流,相互取长补短,帮助我们改进提高、发展进步。 主要产品系列有: 精密光亮管。



大多数的冷拔管是可以进行加工的,在加工的时候一定要和厂家说清楚您的用途是什么,需要什么规格和型号的,加工的方式和温度都要说清楚,这样的话厂家可以根据您的描述进行自由去选择加工的方法和方式以及结构。冷拔管是我们比较熟悉的,在加工的时候一定要附带您的联系方式,还有相关的冷拔管的邮寄地址等等。
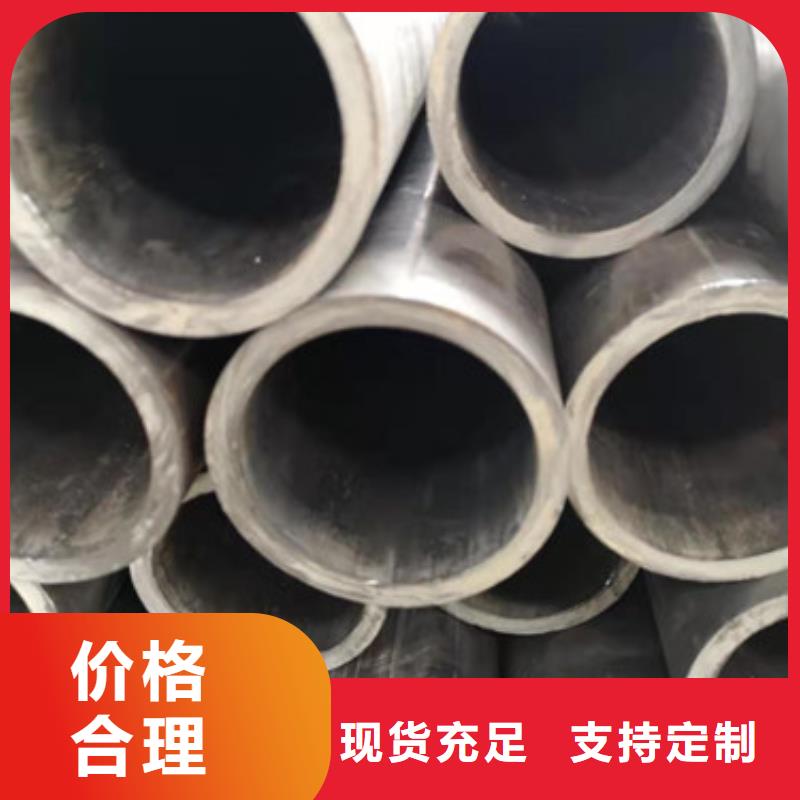
一般的冷拔管的生产工艺可以分为冷拔与热轧两种,冷轧冷拔管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧冷拔管要短于热轧冷拔管,冷轧冷拔管的壁厚一般比热轧冷拔管要小,但是表面看起来比厚壁冷拔管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
一般的冷拔管的生产工艺可以分为冷拔与热轧两种,冷轧冷拔管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧冷拔管要短于热轧冷拔管,冷轧冷拔管的壁厚一般比热轧冷拔管要小,但是表面看起来比厚壁冷拔管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。



无缝钢管的种类是比较多的,在根据加工和制作的方式不同,无缝钢管也是分为热轧和冷拔的。这是两种极其不一样的钢管类型,在很多的方面中应用也是比较广泛的。冷拔无缝钢管在很低的温度和压力下进行生产出来的,有着比较好的优势和特征的,在各种的建筑行业以及各种的生产发展中都是发挥着比较重要的作用的,成了冷拔无缝钢管的主要的用途和保障。冷拔无缝钢管的使用条件也是没有什么限制的,这也就是为什么说冷拔无缝钢管得到了大范围内普及的原因。
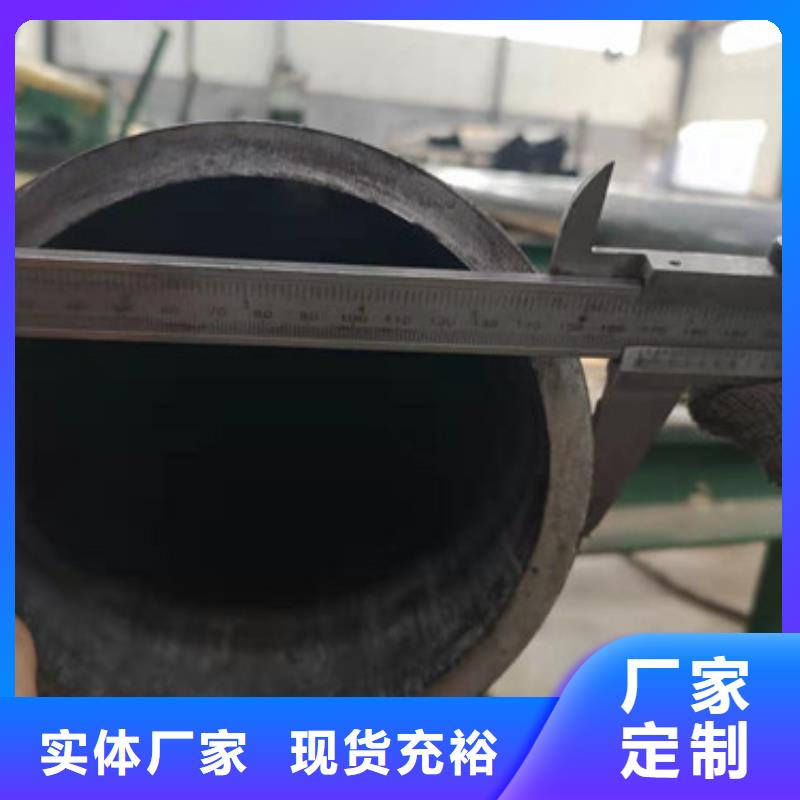
冷拔钢管用拉拔、挤压、穿孔等方法生产的整根钢管表面没有接缝的钢管。是一种具有中空截面、周边没有接缝的圆形,方形,矩形钢材。是用钢锭或实心管坯经穿孔制成毛管,然后经冷拨制成。钢材力学性能是保证钢材终使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。在钢管标准中,根据不同的使用要求,规定了拉伸性能(抗拉强度、屈服强度或屈服点、伸长率)以及硬度、韧性指标,还有用户要求的高、低温性能等。 冷拔钢管的硬度与材料及冷轧的变形量(2辊硬度值大、3辊硬度值小)都有很大的关系。
一般是20钢HRC16-22 45钢HRC18-26 30CrMo HRC24-30 冷拔钢管(GB3639-2000)是用于精密机械结构、液压设备或钢筋套筒的尺寸精度高和表面光洁度好的一种无缝钢管。
冷拔钢管用拉拔、挤压、穿孔等方法生产的整根钢管表面没有接缝的钢管。是一种具有中空截面、周边没有接缝的圆形,方形,矩形钢材。是用钢锭或实心管坯经穿孔制成毛管,然后经冷拨制成。钢材力学性能是保证钢材终使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。在钢管标准中,根据不同的使用要求,规定了拉伸性能(抗拉强度、屈服强度或屈服点、伸长率)以及硬度、韧性指标,还有用户要求的高、低温性能等。 冷拔钢管的硬度与材料及冷轧的变形量(2辊硬度值大、3辊硬度值小)都有很大的关系。
一般是20钢HRC16-22 45钢HRC18-26 30CrMo HRC24-30 冷拔钢管(GB3639-2000)是用于精密机械结构、液压设备或钢筋套筒的尺寸精度高和表面光洁度好的一种无缝钢管。
