

文字描述虽好,但视频更能直观展示经验丰富的注浆钢花管批发商产品的每一处细节。
以下是:经验丰富的注浆钢花管批发商的图文介绍

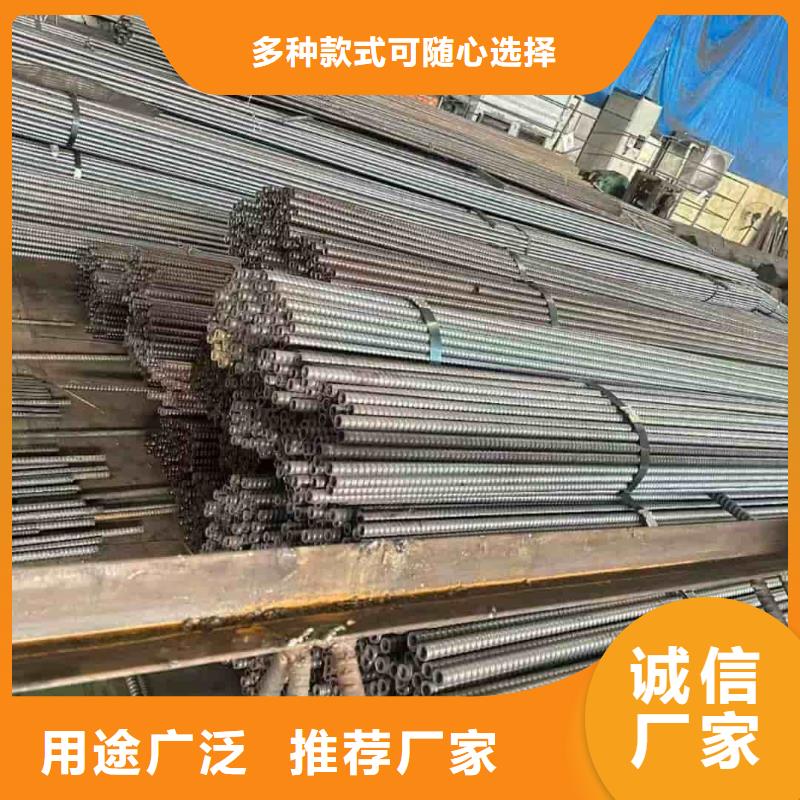
天恒源钢铁(梧州市分公司)主营:(广西梧州) 本地 【高压无缝钢管】等产品,主营项目:(广西梧州) 本地 【高压无缝钢管】。公司常年备有库存,不断地受到新老用户及业内人士的肯定和信任,我们本着及用户之所及,想用户之所想的服务宗旨不断地拼搏,进取,在此对多年来支持我们的各行各业的新老朋友表示由衷的感谢,愿我们今后的合作更加愉快!



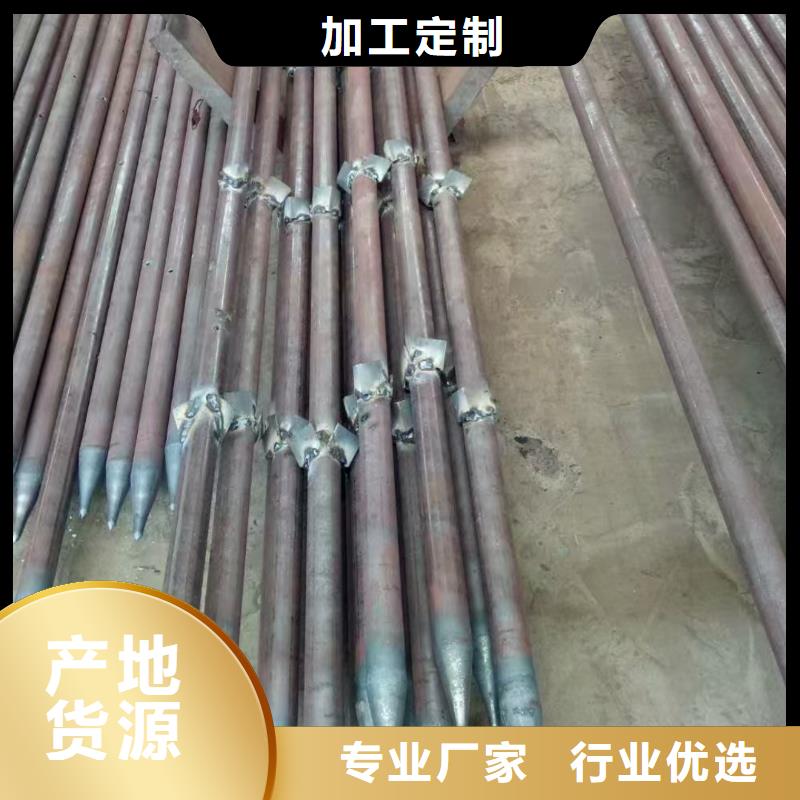
注浆管的焊接
铆焊:注浆管在组对时,应避免强制组装,尤其避免火焰烤校装配。组对或制作过程如有临时采用等离子切割时,应采取隔离措施以避免割渣对其它注浆管的污染。切割后,工件上的割渣应清理干净。
焊接:注浆管焊接前必须认真油污、当地锈迹、附近灰尘等杂物。焊接时尽量采用氩弧焊接,采用手工电弧焊时应采用小电流、同城快速焊,避免摆动。严禁在非焊接区域引弧,地线位置适当、连接牢固,以避免电弧擦伤。焊接时应采取防飞溅措施(如刷白灰等方法)。焊后应用不锈钢(不得采用碳钢)扁铲彻底清理熔渣和飞溅。



严禁在非焊接区域引弧,地线位置适当、附近连接牢固,以避免电弧擦伤。焊接时应采取防飞溅措施(如刷白灰等方法)。焊后应用不锈钢(不得采用碳钢)扁铲彻底清理熔渣和飞溅。
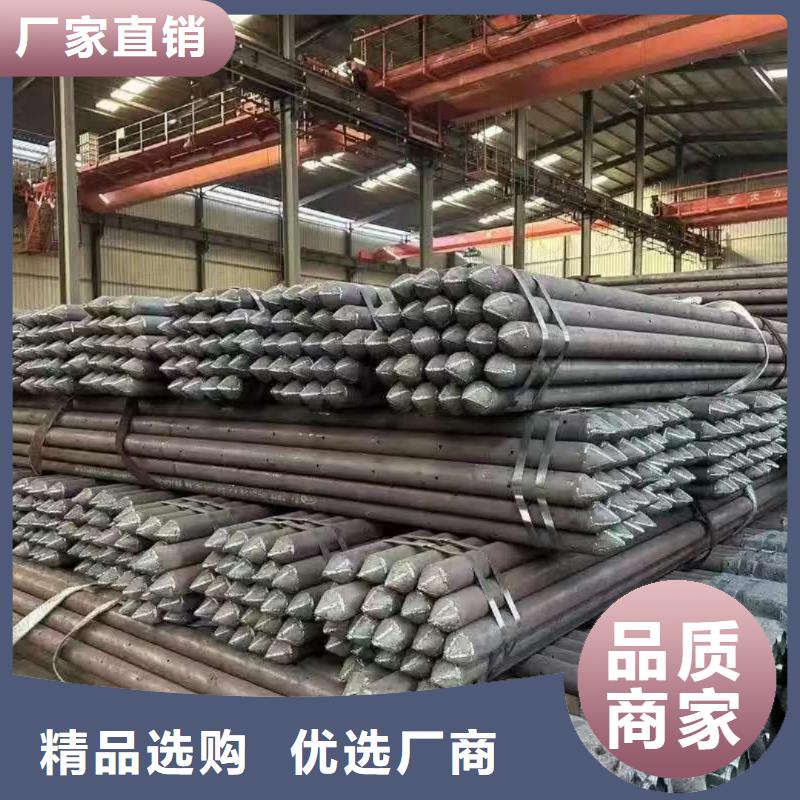
多层焊:多层焊时,层间熔渣必须干净。多层焊时,应控制层间温度,一般不得超过60℃。
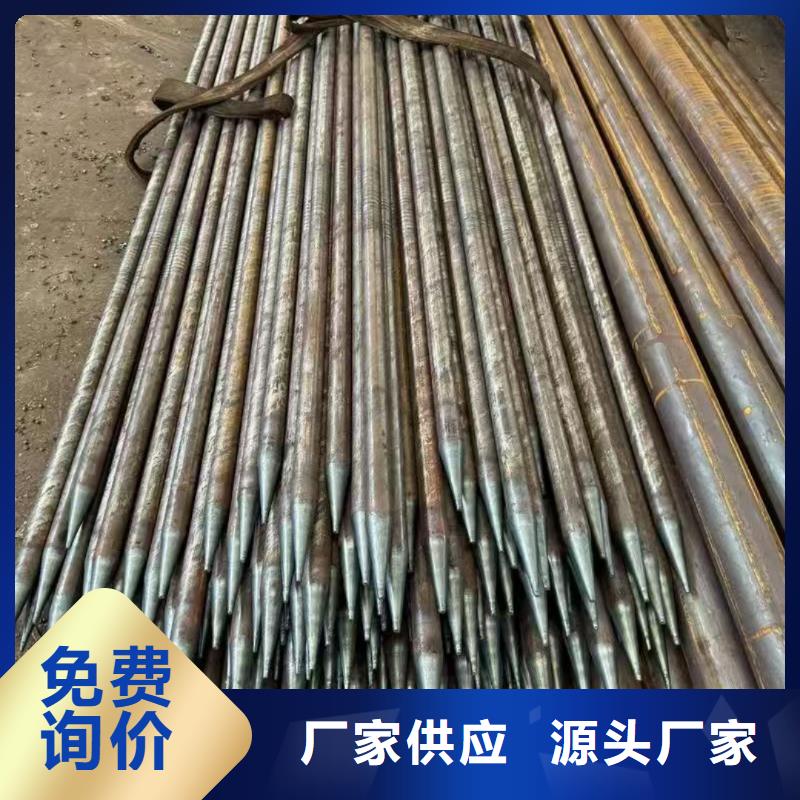
焊缝:焊缝接头应修磨,焊缝表面不得有熔渣、当地气孔、当地咬边、附近飞溅、裂纹、本地未熔合、附近未焊透等缺陷,焊缝与母材应圆滑过渡,不得低于母材。
矫形:注浆管的矫形,应避免采用火焰加热方法,尤其不允许反复加热同一区域。矫形时,尽量采用机械装置,或用木锤(橡皮锤)或垫橡皮垫锤击,禁止用铁锤锤击,以避免损伤注浆管。


