



不容错过的石油套管Q345B低合金H型钢现货充足量大优惠视频展示!产品特点一目了然,为您的购买决策提供坚实依据。
以下是:石油套管Q345B低合金H型钢现货充足量大优惠的图文介绍
路易瑞国际贸易(福州市分公司)拥有11年【306L工角槽】研发生产经验1000家优质案例,有信心为您提供更专业、更具性价比的解决方案!有需要购买【306L工角槽】的,直接拨打客服热线还可以免费领取【306L工角槽】样品!



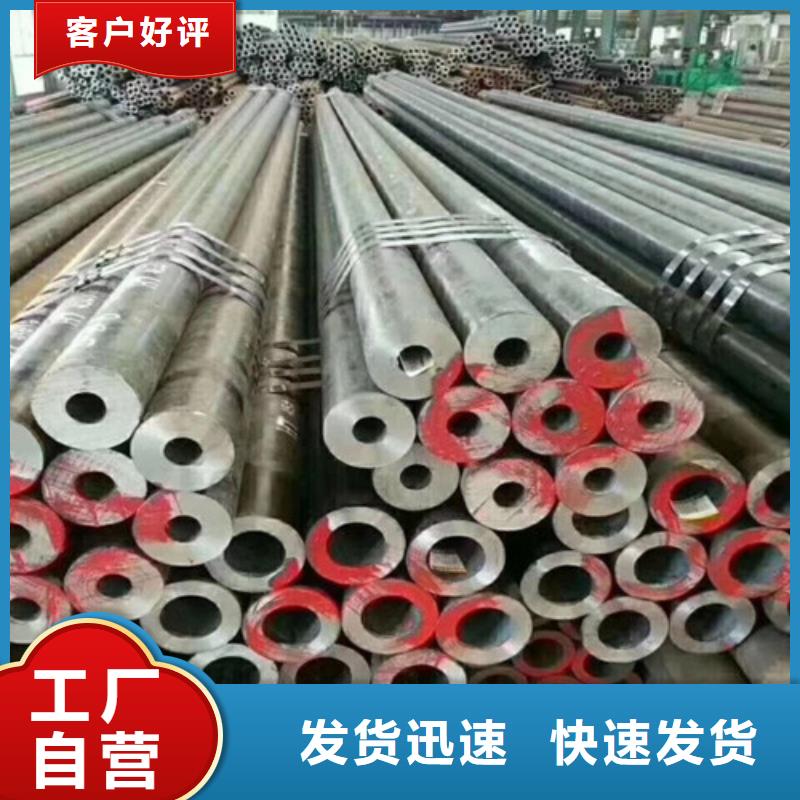
石油套管厂为提高油井管管体管的质量,利用引进技术、联合设计和联合制造设备方式,与1994年建成了1套中美联合设计的∮180mm精密轧管机组。采用连铸圆管坯,环形加热炉加热,锥形辊穿孔机穿孔,精密轧管机轧制,12机架三辊微张力定径机定径,冷床冷却。形成了世界上的1套无缝钢管短流程生产线,其生产流程为:电炉炼钢→炉后精炼→真空脱气→连铸→热送→管坯加热→穿孔→轧管→定径→冷却调温(预留)→在线淬火(预留)→回火(预留)→定径(预留)→冷却→矫直→探伤→锯切→切头→检查→轨道直送管加工。机,冷床是单向链式冷床。∮216mm周期轧管机组轧制的产品规格为∮114.3~319mm、壁厚6~40mm;∮318mm周期轧管机组轧制的产品规格为∮168~377mm、壁厚6~40mm。作为油钢锭加热→水压冲孔→再加热→延伸→周期轧制→再加热→定径→冷却→矫直→切管→检查钢锭加热,∮216mm周期轧管机组用一台环形加热炉,∮318mm周期轧管机组原设计用两台环形加热炉,后来工厂为了节约能源,自己改造了一台环形加热炉;水压冲孔;∮216mm是采用10kN水压机冲孔,∮318mm用18kN水压机冲孔;延伸都是采用二辊式导板延伸机,再加热用盘式加热炉,轧制则分别用周期轧管机,再加热用不进式炉,定径都是二辊式5机架定径机,冷床是单向链式冷床。∮216mm周期轧管机组轧制的产品规格为∮114.3~319mm、壁厚6~40mm;∮318mm周期轧管机组轧制的产品规格为∮168~377mm、壁厚6~40mm。作为油井管,则可生产各种规格的套管管体管和部分钻杆管体管。该厂为提高油井管管体管的质量,利用引进技术、联合设计和联合制造设备方式,与1994年建成了1套中美联合设计的∮180mm精密轧管机组。采用连铸圆管坯,环形加热炉加热,锥形辊穿孔机穿孔,精密轧管机轧制,12机架三辊微张力定径机定径,冷床冷却。



用实际行动,努力打造公司的形象与信誉。路易瑞国际贸易(福州市分公司)本着先赢得信誉,其次再赢得市场的前提下,在竞争激烈的市场中,占有了一席之地,在 306L工角槽行业中也树立了很好的口碑。 企业的发展离不开科技,离不开人才,更离不开用户。我们愿同全国各地客户,建立稳固、平等、互利的业务关系,让我们共同发展繁荣,为 306L工角槽事业做出更大的贡献。




石油套管历史发展 经过近20年的努力,我国油套管的生产从无到有,从低价位到高价位,从低钢级到API系列产品再到特殊需求的非API产品,从数量到质量都已接近国外油套管产品的水平。我国油井管的国内市场占有率已经超过80%,并且已连续多年成为净出口产品。 2011年,我国原油产量达到2.04亿吨,与2010年同期相比增长0.32%;天然气产量达到1025.31亿立方米,同比增长6.9%,创历史新高。我国仍处于城镇化、工业化快速发展阶段,预计未来几年石油需求年均增长4%左右。石油需求量的不断增长促进了我国石油钻采设备需求量的不断上升。 从我国国内区域分布来看,油套管的需求已不再集中于东部地区。从国内油气田开发的趋势看,从初开发大庆、辽河、胜利等东部油田后来转向四川、新疆等西部油田发展,关注海上油田的趋势,此外还将从陆地向滩涂、从浅海向深海发展,加之钻井深度越来越深,钻井工作状况日趋复杂,对油套管的要求必然越来越高。


石油套管定义 石油专用管主要用于油、气井的钻探及油、气的输送。它包括石油钻管、石油套管、抽油管。石油钻管主要用于连接钻铤和钻头并传递钻井动力。石油套管主要用于钻井过程中和完井后对井壁的支撑,以保证钻井过程的进行和完井后整个油井的正常运行。抽油管主要将油井底部的油、气输送到地面。 石油套管是维持油井运行的生命线。由于地质条件不同,井下受力状态复杂,拉、压、弯、扭应力综合作用作用于管体,这对套管本身的质量提出了较高的要求。一旦套管本身由于某种原因而损坏,可能导致整口井的减产,甚至报废。 按钢材本身的强度套管可分为不同钢级,即J55、K55、N80、L80、C90、T95、P110、Q125、V150等。井况、井深不同,采用的钢级也不同。在腐蚀环境下还要求套管本身具有抗腐蚀性能。在地质条件复杂的地方还要求套管具有抗挤毁性能。



