





不要犹豫,点击播放我们的不锈钢桥梁防撞护栏河道景观灯光护栏防护栏质量安心产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
以下是:不锈钢桥梁防撞护栏河道景观灯光护栏防护栏质量安心的图文介绍

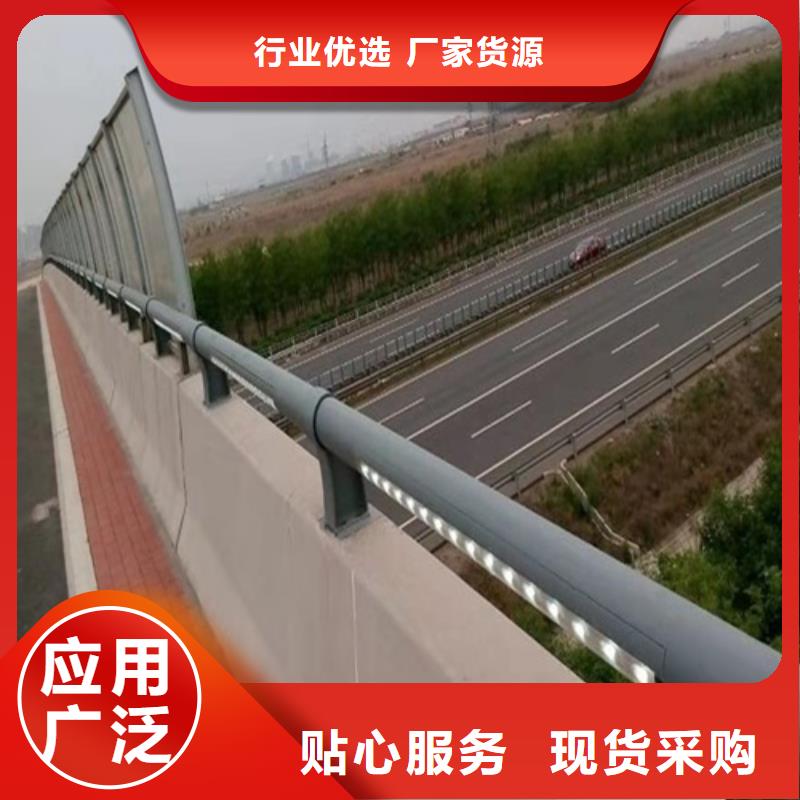
外衬不锈钢复合管管件.201/304不锈钢复合管由不锈钢和碳素结构钢两种金属材料采用无损压力同步复合成的新材料,兼具不锈钢抗腐蚀耐磨和卓越美丽的外表,以及碳素钢良好的抗弯强度及抗冲击性。符合 节能及普及的原则。桥梁护栏施工时注意问题 1、护栏施工时应准确掌握各种设施的资料,特别是埋设于路基中各种管道的准确位置,在施工过程中不允许对地下设施造成任何破坏。如遇地下通讯管线、泄水管或涵顶填土深度不足时,应调整立柱位置,或改变立柱固定方式。 2、当立柱打入过深时,将其余全部拔出,将其基础重新夯实后再打入,或调整立柱位置。不锈钢复合管厂专业生产各种规格、材质的不锈钢复合管、不锈钢碳素钢复合管、外敷不锈钢复合管、双金属复合管、不锈钢复合管护栏、不锈钢复合管栏杆及护栏立柱、Q235钢板立柱、桥梁防撞钢板立柱、镀锌喷塑钢板立柱等系列不锈钢复合管产品。


不锈钢桥梁护栏加工需要注意以下要点:1、经过热轧、退火、酸洗和除鳞。处理后的钢板表面是一种黯淡表面,有点粗糙。2、 经过冷轧、退火、除鳞, 用毛面辊轻轧。这是建筑应用中常用的,除在退火和除鳞后用抛光辊进行 一道轻度冷轧外,其它工艺与2D相同,表面略有些发 光,可以进行抛光处理;光亮退火:这是一种反射性表面,经过抛光辊轧制并在可控气氛中进行终退火。光亮退火仍保持其反射表面,而且不产生氧化皮。由于光 亮退火过程中不发生氧化反应,所以,不需要再进行酸洗和钝化处理。3、抛光表面加工:表面经过均匀地研磨,磨料粒度为80~100;毛面抛光,表面有均匀的直纹,通常是用粒度为180~200的砂带在2A或2B板上一次抛磨而成。4、单向表面加工,反射性不强,这种表面加工可能在建筑应用中用途广。其工艺步骤是先用粗磨料抛光, 再用粒度为180的磨料研磨。



如今,公司拥有一批技术精湛的 【中央分隔栏】资深技术人才和洞悉市场走向、服务热情周到的营销人才。同时将企业价值观与经营理念潜移默化的传递给每位员工,从而塑造出一支具有高度凝聚力和忠诚度的员工队伍,正是每一个员工所发挥出来的工作热情和创造力,为企业的发展提供了源源不断的动力,打下了更坚实的基础。
博锦金属制品 (拉萨市分公司)全体员工将以优质的 【中央分隔栏】产品和满意的服务迎接国内外广大客户的光临。



桥梁防撞护栏焊接要领1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜,焊丝用Ф0.8~Ф1.2㎜,牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min.
2.将对焊处两端磨坡口。3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。
2.将对焊处两端磨坡口。3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。



