


我们精心制作的【钢板】酸洗磷化无缝管生产型产品视频已经准备就绪,【解锁新品!】【钢板】酸洗磷化无缝管生产型产品视频,带你穿越新品体验之旅!
以下是:【钢板】酸洗磷化无缝管生产型的图文介绍
鑫铭万通商贸(钦州市分公司)根据市场发展的需要在进一步完善定型产品的基础上,不断开发出新产品和引进先进的生产技术。 石油裂化管产品设计先进,制作精细,性能可靠,具有国际先进水平,畅销全国,在同行中享有较高声誉,并深受广大用户的信赖!销售网络覆盖面广,产品适用范围大,遍布全国各地。




(4)严防碳钢或低合金钢焊条焊接在高硬度双金属复合耐磨钢板上或过渡层焊条焊在复层面上。
(5)焊接过渡层时,为减小稀释率,在保证焊透的条件下,应尽可能采用小直径焊条,高硬度双金属复合耐磨钢板并采用小规范反极性进行直道焊,以降低基层对过渡层焊缝的稀释。
(6)焊接的关键是提高焊缝一次合格率,减少返修次数。因为焊接接头的高硬度双金属复合耐磨钢板组织和性能十分不均匀,焊缝返修时经常产生热裂纹。
(7)不锈钢设备接触介质的一面焊缝应尽可能 焊接。
(8)严格控制不锈钢表面机械损伤和飞溅物。



4、必须分析零件服役条件及失效的原因,进而合理地选择堆焊金属层的材料,以便充分发挥堆焊层的功能。
5、堆焊时必须减少母材在堆焊层中的熔入量,在焊材耗损较少的情况下就能达到所需的焊缝金属成分,即稀释率要低。
6、为提高生产率,保证堆焊金属的质量,必须选择合适的焊接方法和正确的堆焊工艺。
目前堆焊已广泛应用于矿山、冶金、农机、建筑、电站、铁路、车辆、石油、化工等行 业的设备制造与修复,以及工具、模具的制造和修理。
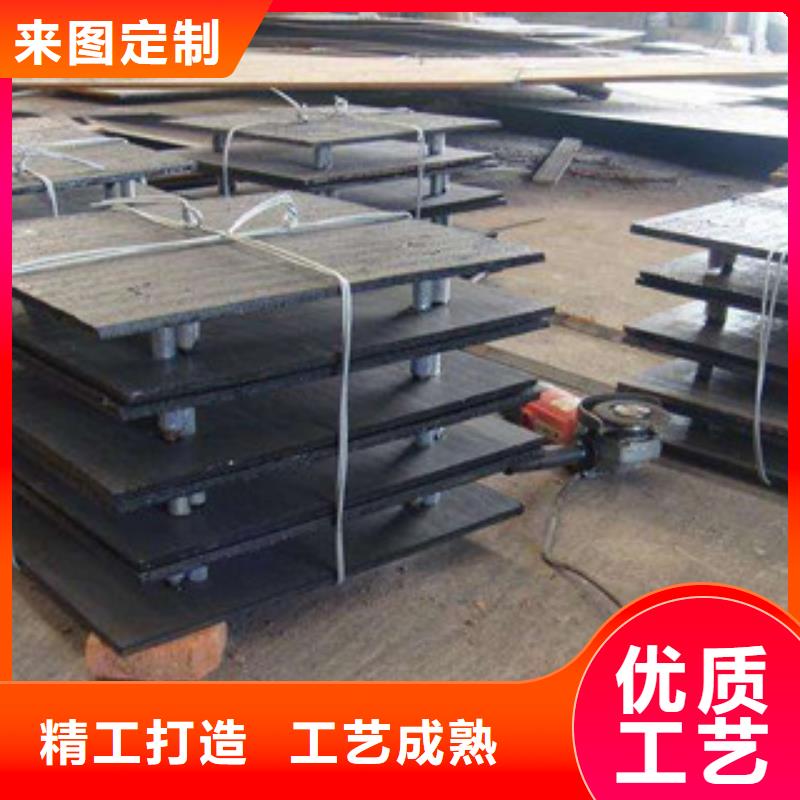
双金属复合衬板焊接的工艺技术比较先进,一般需要专业领域的人员才可以熟练的操作,双金属复合衬板焊接要涉及到的几个工序包括切割,预热,打孔等,双金属复合衬板焊接加工时一般要根据双金属复合衬板的硬度合理的使用切割工具和一定的切割速度,才能完成比较好的双金属复合衬板切割焊接工作,如果另一种利用人为的焊接的话,也要非常注意双金属复合衬板焊接时的温度控制问题,下文都会仔细说下。
5、堆焊时必须减少母材在堆焊层中的熔入量,在焊材耗损较少的情况下就能达到所需的焊缝金属成分,即稀释率要低。
6、为提高生产率,保证堆焊金属的质量,必须选择合适的焊接方法和正确的堆焊工艺。
目前堆焊已广泛应用于矿山、冶金、农机、建筑、电站、铁路、车辆、石油、化工等行 业的设备制造与修复,以及工具、模具的制造和修理。
双金属复合衬板焊接的工艺技术比较先进,一般需要专业领域的人员才可以熟练的操作,双金属复合衬板焊接要涉及到的几个工序包括切割,预热,打孔等,双金属复合衬板焊接加工时一般要根据双金属复合衬板的硬度合理的使用切割工具和一定的切割速度,才能完成比较好的双金属复合衬板切割焊接工作,如果另一种利用人为的焊接的话,也要非常注意双金属复合衬板焊接时的温度控制问题,下文都会仔细说下。


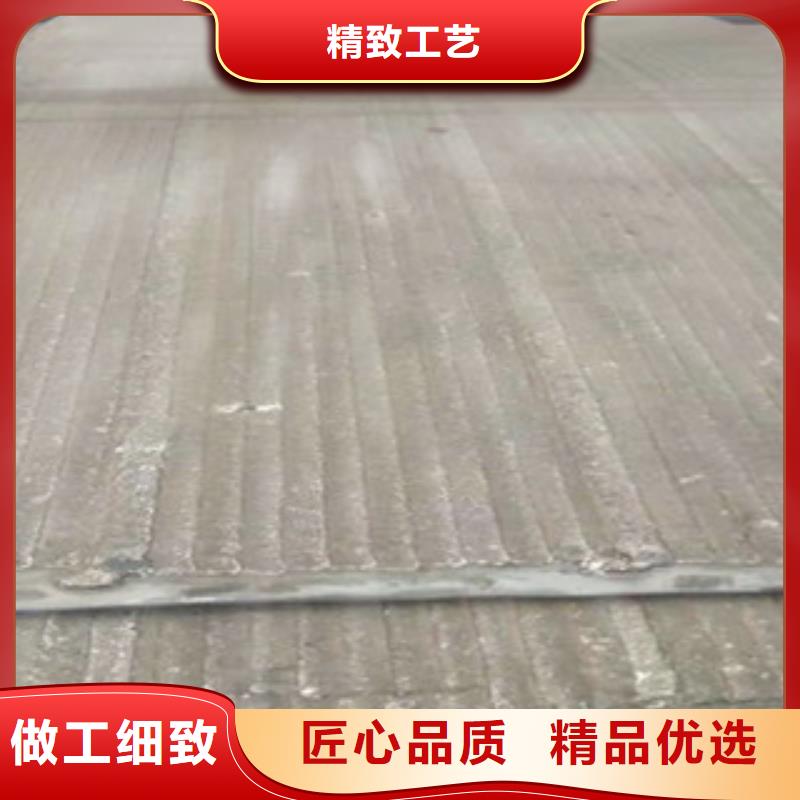
复合耐磨板合金耐磨层主要以铬合金为主,同时还添加锰、钼、铌、镍、硼等其它合金成份,金相组织中碳化物呈纤维状分布,纤维方向与表面垂直。碳化物显硬度可以达到HV1700-2000以上,表面硬度可达到HRC58-65。合金碳化物在高温下有很强的稳定性,保持较高的硬度,同时还具有很好的抗氧化性能,在500℃以内完全正常使用。
复合耐磨板具有很高耐磨性能和较好冲击性能好,能够进行切割、弯曲、焊接等,可采取焊接、塞焊、螺栓连接等方式与其他结构进行连接,在维修现场过程中具有省时、方便等特点,广泛应用于冶金、煤炭、水泥、电力、玻璃、矿山、建材、砖瓦、港口等行业,与其他材料相比,有很高的性价比,已经受到越来越多行业和厂家的青睐。



