

聚贤丰汇金属材料有限公司从事 江苏盐城1Cr6Si2Mo钢板十年有余,产品优质好价,赢得大量客户长期信赖。公司始终坚持“以科技求进步、以质量求生存、以管理求效益、以诚信求市场”的经营宗旨。不仅严控产品质量和售前售后服务,同时也加强自身科技研发,为客户提供更专业的服务。持续为客户需求努力创新,实现客户发展价值z u i大化。



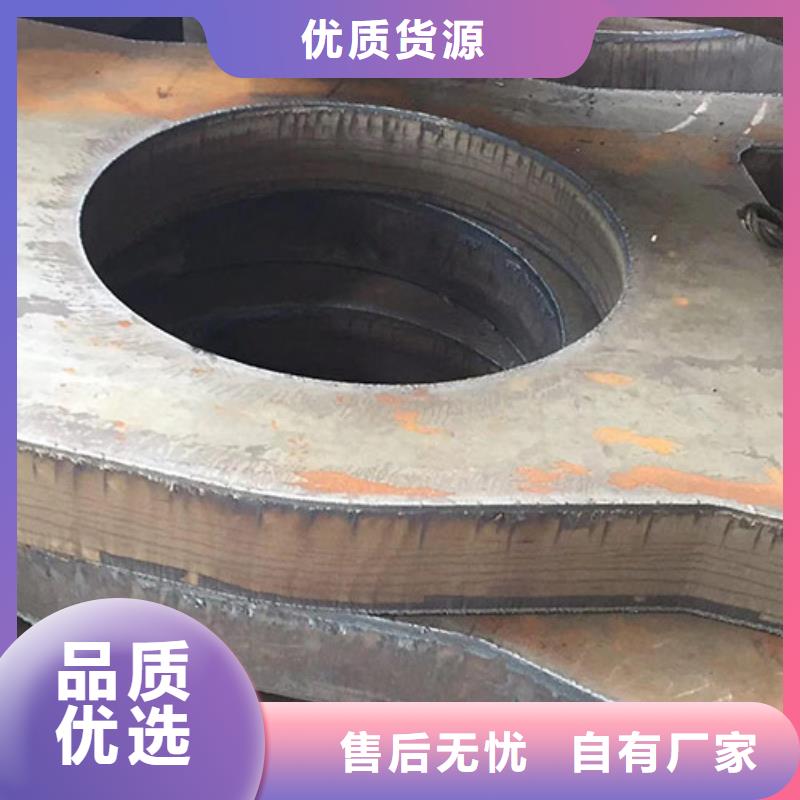
聚贤丰汇jxfh特钢有限公司主营钢板切割、钢板下料、特厚钢板零割、中厚钢板零割,数控钢板切割,数控火焰切割加工,钢板火焰切割等服务,同时经销各类中厚板,花纹板,开平板,无缝方管,焊管等型材,热诚欢迎新老客户来电垂询洽谈业务
对于气体来说,氧气是可燃气体燃烧时所必须的,以便为达到钢材的点燃温度提供所需的能量,另外,氧气是钢材被预热达到燃点后进行燃烧所必须的,切割钢材所用氧气必须要有较高的纯度,一般要求在99.5%以上,一些优良地方的工业标准要求氧气纯度在99.7%以上,氧气纯度每降低0.5%,钢板的切割速度会要降低10%左右。
除了氧气之外,还可采用液氧切割,虽然一次性投资大,但从长远看,其综合经济指标比想象的要好得多,气体压力的稳定性对工件的切割质量也是至关重要的,波动的氧气压力将使切割断面质量明显劣变,天津钢板切割气压压力是根据所使用的割嘴类型,切割的钢板厚度而调整的,切割时如果采用了超出规定数值的氧气压力,并不能提高切割速度,反而使切割断面质量下降,挂渣难清,增加了切割后的加工时间和费用。
火焰切割中,常用的可燃性气体有乙炔,煤气,天然气,丙烷等,国外有些厂家还使用MAPP,即:甲烷+乙烷+丙烷,一般来说,燃烧速度快,燃烧值高的气体适用于薄板切割,燃烧值低,燃烧速度缓慢的可燃性气体更适用于厚板切割,尤其是厚度在200mm以上的钢板,如采用天然气进行切割,将会得到理想的切割质量,只是切割速度会稍微降低一些。
相比较而言,乙炔比天天津钢板零割然气要贵得多,对于以前的切割气来说,乙炔是生产切割中的主流切割气,但随着很近两年天然气的变革和开发,天然气从综合角度来说分析,比乙炔更能得到市场和地方的认可,很重要一点会是它节能环保,对于它切割速度稍慢问题,有了市场上天然气增效剂的问世一系列的问题也随之化解。
钢板切割加工,因为它是网站主要关键词之一,所以是这篇文章的讲解对象,其讲解内容是与其相关的一些知识,这样可以让大家有学习对象和学习内容,进而通过学习让自己有正确认识,避免有错误认识。
1.钢板切割加工与钢板加工是否一样。
钢板切割加工,其是钢无锡钢板加工板加工中的一种加工方式,所以在范围上,钢板加工是远大于钢板切割加工,因为钢板加工还有其它一些加工方式,而基于这一点可以知道的是,这个问题的答案是为否,即为钢板切割加工与钢板加工之间不能划等号,因为它们是有区别的。
2.钢板切割下料是否属于钢板切割加工,其是否有操作注意事项。
从专业角度来讲,钢板切割下料是属于钢板切割加工,是钢板切割加工中的一种,因此可以肯定的是,问题一的答案为是,而且,这项操作上是有一些对应的注意事项,是需要对这些注意事项有清楚了解,这样才能避免有遗漏之处并影响到这项操作的顺利进行。
聚贤丰汇特钢有限公司现有数控火焰钢板切割下料、等离子钢板切割设备多台,另有1000W高功率激光钢板切割,可依照客户的要求定扎长、宽、厚各种规格及材质的钢板,承接各种制作业务的耐厚钢板厂家。公司主营:热扎板,花纹板,中厚板、特厚板、普板、碳板、低合金板批发、专业拆零、数控激光下料,大型剪板,折弯、滚筒加工,厂家直发各类型材,管材,根据客户要求,按尺寸、图纸数控激光钢板切割,钢板下料耐厚钢板厂家。


了解息40CrMNMO钢板厂家2021新切割法
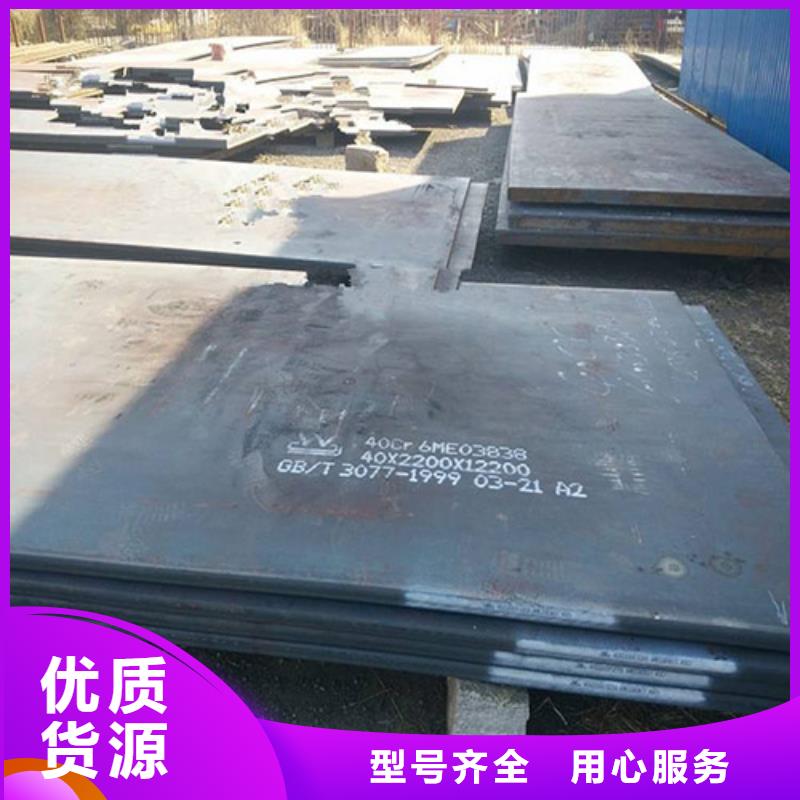
聚贤丰汇专业从事钢板切割、钢板加工、45#特厚钢板零割、16Mn低合金钢板零割加工及宝钢,沙钢宽厚板、兴澄特钢板坯销售为主,拥有先进的数控钢板切割加工设备, 的技术人才队伍,配套的营销和售后服务体系。
钢板数控切割加工件主要用于机械制造、造船、钢结构和模具加工等行业,可根据用户需要提供成品以及半成品加工。实现从产品图纸——钢板采购——钢板切割——钢板加工——钢板运输配送一站式服务,为客户节省人力物力,实现其原材料零库存和减少资金积压与减少设备投入的目的。
随着装备大型化和以钢代铸的广泛使用,超厚板在设备制造业中使用越来越广泛。火焰切割作为结构件生产加工的首要工序,加之火焰切割的不可逆性,超厚板数控火焰切割工艺已是大型设备制造厂家的必备技术。
了解息40CrMNMO钢板厂家2021新切割法今天我们就谈谈数控等离子钢板切割机的使用要领:
1.快速激光切割质量:结渣、热反应区、顶角和激光切割角度是反映激光切割质量的几个关键因素。特别是在挂渣区和热反应区两个区域,数控等离子钢板切割远远优于火焰切割机,火焰切割机边缘几乎没有残留挂渣,而热反应区要小得多。
2.挂渣:数控等离子钢板切割采用高温带电体气熔化合金,将熔化的合金材料从激光切割表面吹出。火焰切割机是利用氧气和钢之间的氧化反应来做激光切割,所以会造成铁红渣或夹渣。由于该工艺的不同,火焰切割机挂渣少,而附着的挂渣更容易。这些挂渣一般可以较好地击落,不需打磨或铲除,大大缩短了再处理所需的时间。减少研磨操作可提高生产率。
3.热反应区:当激光切割合金时,热反应区的高度是一个值得关注的问题。高温会改变合金的生物结构,使加热边缘变暗、翘曲,如果不去掉加热边缘,钢可能不适合再焊处理。无论采用何种工艺,割炬速度越快,热反应区越小。火焰钢板切割的快速激光切割特性可以使热反应区变小,从而缩短去除加热边后处理的时间。一些火焰切割机也可能担心背面颜色。从外部看不到热反应区,回火颜色不明显,会使合金变黑。同样,火焰切割机的快速激光切割功能可以使火焰的面积变小。
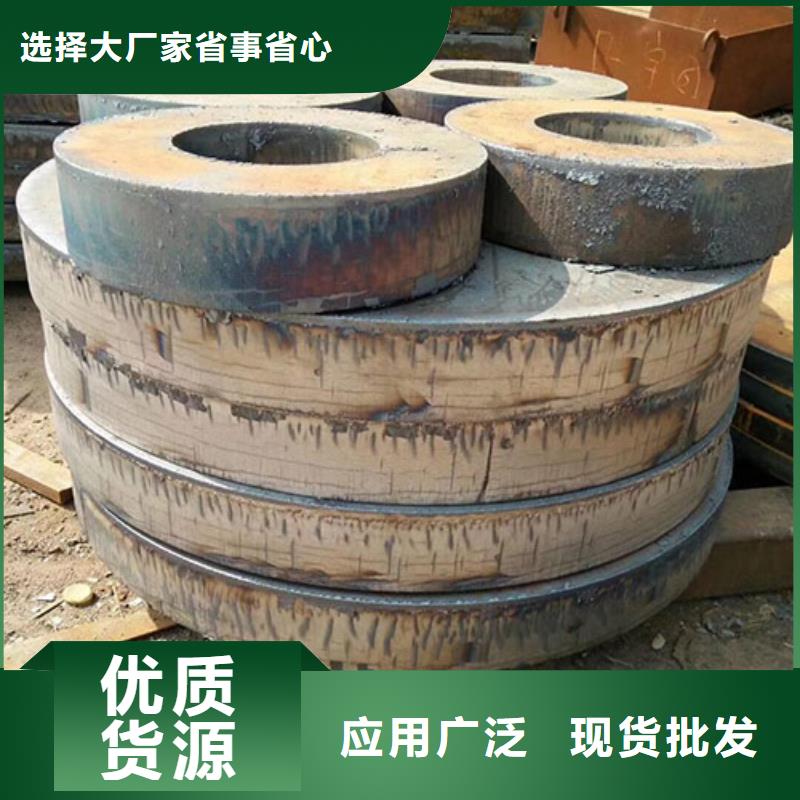
超厚板火焰切割特点氧气和乙炔由于超厚板零件尺寸通常较大,因而消耗的氧气和乙炔的总量要多得多。超厚板数控切割要一次性完成单个零件的切害必须要保证足够的氧气和乙炔持续稳定的供应。
厚板尺寸和质量大20mmx2200mmx8000mm,质量约30t,单个零件质量有时也很大,1中上连接杆序号9钢板,质量能达4t多。
容易产生切割缺陷除了常见的切割缺陷外,超厚板还会产生如切割不透等缺陷,材料边角料损失大由于超厚板的边料损失较多,故边料难以再利用。
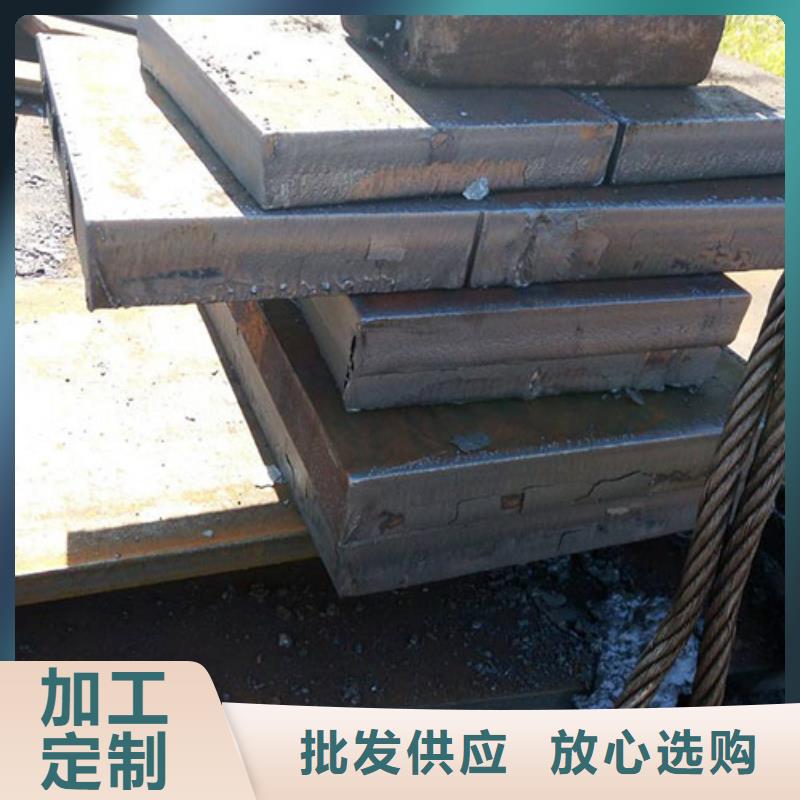
切割变形大钢板受热量大,导致钢板切割时产生移料变形,导致零尺寸出偏差,在巨大的应力作用下,如钢板突然弹开还可能引起事故,故制定切割工艺时需防止切割变形导致的质量和问题。
了解息40CrMNMO钢板厂家2021新切割法
火焰切割机和等离子切割机的误差不同,火焰切割机的误差是人工控制因素有很多,包括对火焰的调节、气压的控制、切割速度的把握等等,另外在切割前把钢板表面的污垢清理干净,切割时做到一次成型,尽量不要反复重复切割,
1、若板件平整度状态不好,切割后易造成尺寸发生变化;
2、对于长宽较大的长条行零件,采用公共边切割,先切长边,钢板冷却后再切短头的方法。
3、由于火焰切割速度慢,预热时间长,钢板吸收过多热量会发生热变形,可根据零件形状和经验在编制数控切割程序时加以措施解决。
4、在切割工程中,材料内应力会随着材料的去除,局部内应力释放,重新分布,会导致钢板位移和变形,引起切割尺寸超差。
了解息40CrMNMO钢板厂家2021新切割法
