



我们的现场实拍视频将带您走进止水铜片紫铜止水品质过硬产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:止水铜片紫铜止水品质过硬的图文介绍


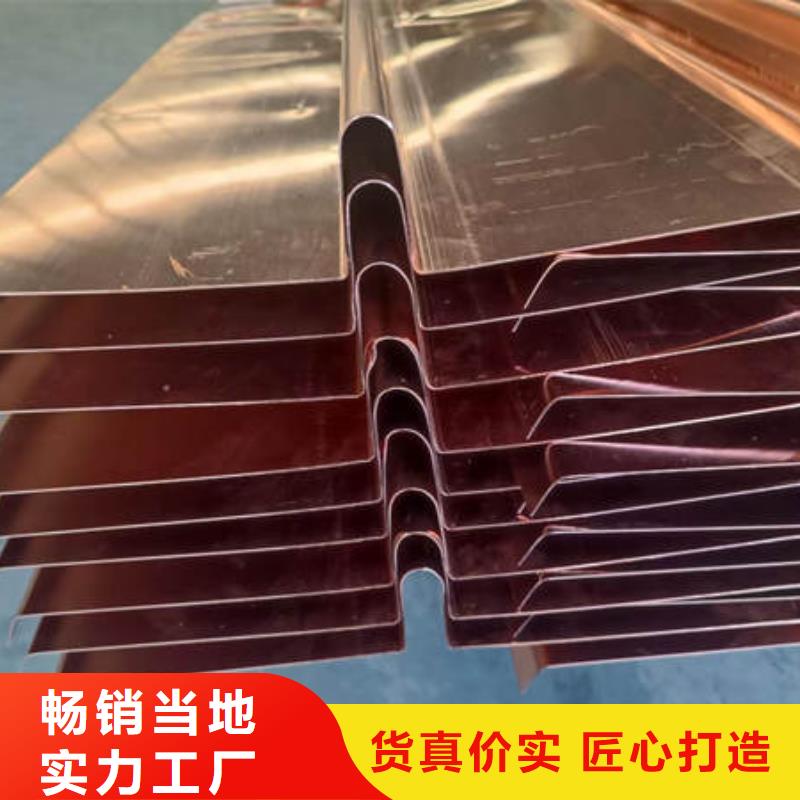
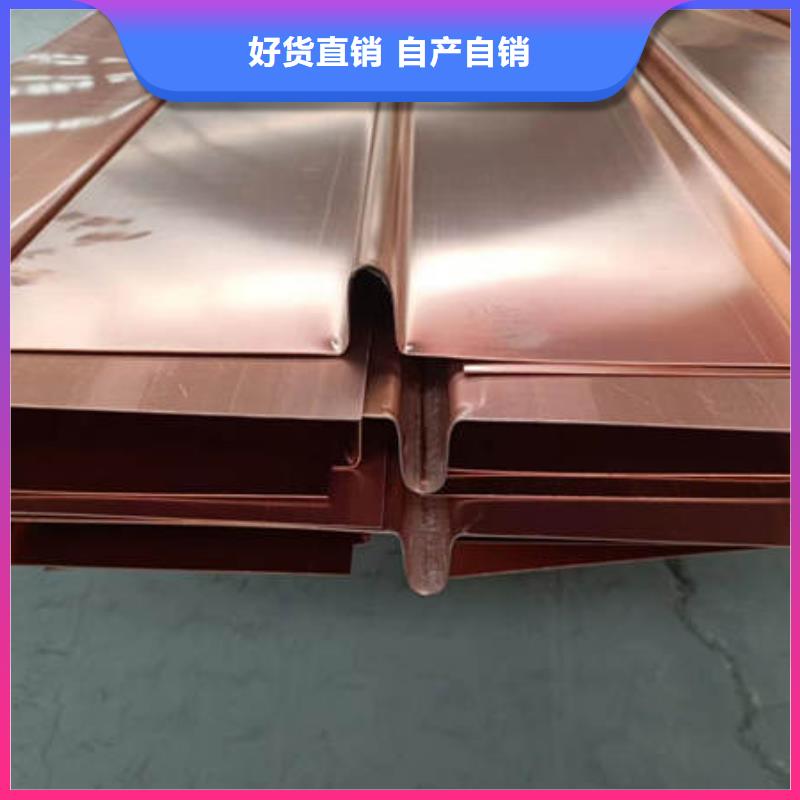
1.退火:为便于加工、焊接,铜片在使用前先进行退火处理。退火后延伸率将增加10~40%。2.成型:在自制模具上用千斤顶静压成型。3.焊接:在现场采用氧焊接长,焊接质量满足施工图纸要求。按照规范要求,搭接长度应不小于2cm,且应为双面焊接(包括“鼻子”部分)。4.伸缩段隔离剂:为了能使铜片止水的伸缩段即“鼻子”部分能自由伸屈,本身又不受损伤,按设计要求在U型槽内填平沥青麻丝。5.安装:紫铜止水片安装位置准确,紫铜止水片底部距离止水基座设计建基面10cm,其鼻子中心线与接缝中心线偏差为±5mm。6.检查:焊接接头表面应光滑,无砂眼或裂纹,不渗水。在现场焊接的接头,应逐个进行外观质量和渗透检测合格。止水铜片



晶凯工程材料(温州市分公司)是 波纹管协会会员单位。本公司专业从事 波纹管的开发,生产和销售服务于一体的高新技术企业 ,公司生产设备齐全,生产工艺先进,拥有一套完善、精密、可靠的检验设备, 波纹管产品采用国标组织生产,严把原材料进厂检验关,对产品实行送检、抽检、巡检“三检”相结合,产品质量稳定可靠,并经技术监督局采标验收可放心采购。



热轧是加工的首道工序,也是表面质量控制的关键工序。在加热阶段,炉内气氛、温度、加热时间及接触炉底的质量均对带坯质量有明显影响。加热、热轧工序造成的表面缺陷也较为严重,主要表现在加热延时造成氧化皮偏厚、炉底氧化渣压入铸锭及热轧爆皮效果差等;铣面工序如果铣不净、漏铣、刀花大等,都会直接引起带材表面出现起皮、掉渣和孔洞等现象。止水铜片 控制炉内气氛、严格执行加热工艺、定期检查和及时维护炉底,是减少铸锭严重氧化、氧化渣压入及晶粒粗大的关键.在铣面时,铣刀刀片质量、一致性、铣刀的振动以及减少铣屑压入等都是铣面质量的关键,同时严格铣面工艺,控制铣削速度以解决刀花大等问题.对局部未洗净的氧化坑等在轧制时应进行打磨修理,以带坯整体质量.另外对铣面的带材应重视卷取质量,防止层间存在间隙,在吊运等过程中会因层间错动造成表面划伤,表面质量留下隐患.也可以采用层间衬纸或其他耐磨柔性材料(如蛇皮布、无纺布等)的方式减少层间擦划伤,层间滑动对带坯表面的损伤。



水工建筑常用的防水材料包含了止水铜带、橡胶止水等,止水铜带在使用过程中均会根据设计成型。由于止水铜带卷材长度过长,在成型过程中以及安装施工过程中操作不便,因此会选择裁剪成一定长度再进行成型。GBT 2059-2017对止水铜带成型长度无明确要求,因此可以根据情况选择合适长度。止水铜带剪切过短,导致止水铜片接头增多,焊接、检验费时较多;剪切长度过长,不利于成型和安装,因此目前铜止水厂家均采用2m~6m的加工长度,且可有效减少止水铜片接头数量。


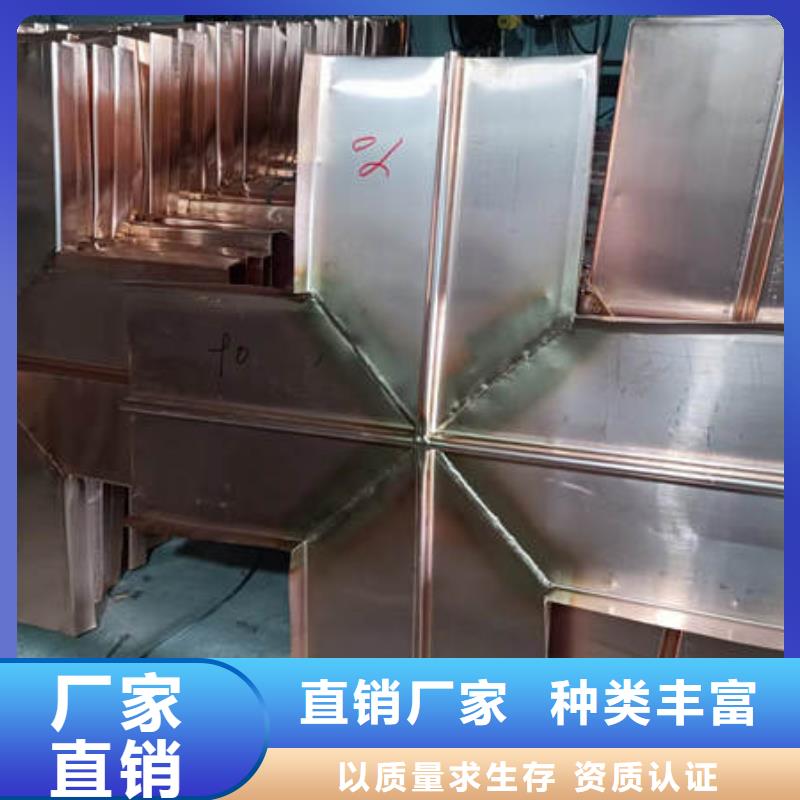
如果不采用止水(防渗漏)措施水就会从建筑结构的缝隙渗漏出来。安装后要注意保护,在混凝土浇筑前需再次检查,另外在立模过程中严禁将紫铜片止水剪豁口,而不是规模本身。 止水铜片由紫铜制造而成,止水铜片的作用:在水利工程中谁工建筑物因各种原因需要留沉降缝、伸缩缝:大多都需要将止水铜片加工成W型、F型等异性资讯。紫铜片安装过程中不允许穿孔破坏,应采用模板嵌固的方法来固定止水带,发现有穿孔或破坏的应进行更换或补焊加固,使其能与混凝土咬合紧密。防止破坏变形或被污染,所以需要止水技术和止水材料,清理紫铜片上的所有杂物及污物。



