





不要满足于简单的文字描述,点击我们的镀锌管型材生产厂家精工制作产品视频,让每一个细节都跃然屏上,为您带来前所未有的视觉体验。
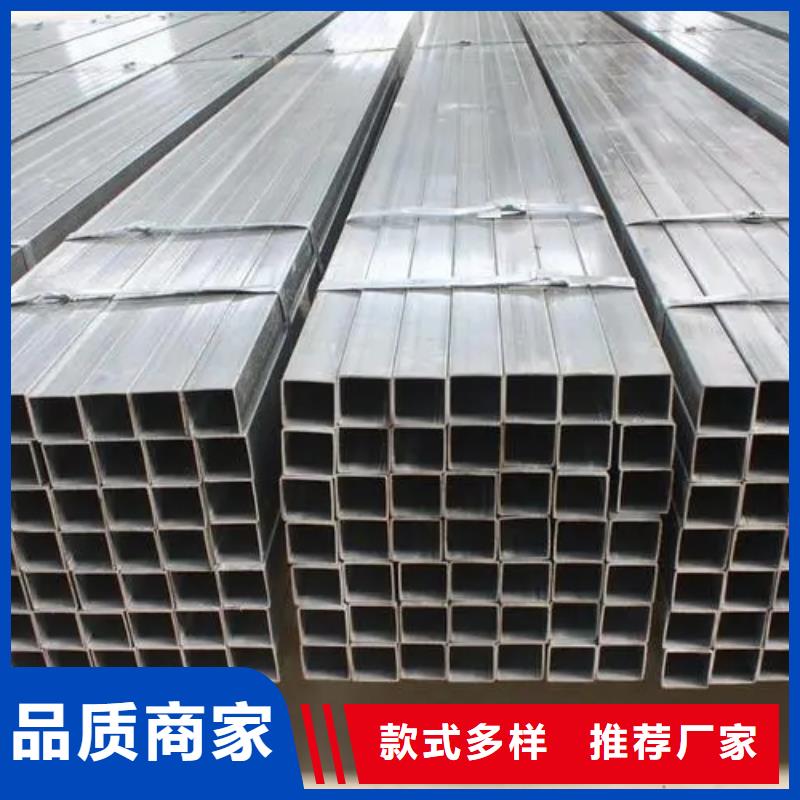
以下是:镀锌管型材生产厂家精工制作的图文介绍

同样,这种类型的液压系统经常出现在来回速度相同但驱动力不大的区域,例如数控磨床控制台。 镀锌管冷处理前,应在沸水中煮沸30秒,可降低15%左右的热应力。 冷处理可按传统方法进行。 选择负60度,然后在负120度进行制氢是基本方案。 固溶温度越低,精密镀锌方管越高,会导致残余马氏体转变为奥氏体,但不太可能完全改变,经过试验可以发现,大部分都是2左右的残余 %,那么此时必须保留残余马氏体,可以起到缓存作用。 据了解,的高品质主要体现在规格精度和表面光洁度的高低上。 即使经过调质处理,镀锌方管表面也不会有空气氧化膜,冷拔也不会变形,因此可以进行更复杂的加工制造方案,这些都是的优点 管道。 在强大的外力作用下,的抗塑性变形和抗断裂工作能力得到了一定程度的提高。 的描述表明,过渡膜中抗腐蚀性较弱的部分由于自激反应会产生点腐蚀反应,产生的小孔会与靠近的地方形成强腐蚀性水溶液。加快蚀刻速度。


镀锌无缝管扩径是利用液压机或机械设备从镀锌无缝管的内腔侧向移动,使无缝钢管沿轴向扩径成型的工作压力生产工艺。机械设备法比液压机法更简单,效率更高。选用了世界上几种镀锌无缝管扩径工艺。 叶片的扇形块沿轴向扩展,从而通过步进电机沿长短方向步进完成精加工管全长塑性变形的全过程。打开风扇块,直到所有的风扇块接触到无缝钢管的内腔。此时,跨距范围内的无缝钢管内圆钢管各点半径基本一致,16mn镀锌管基本为一整圈。扇块的过去部分刚刚开始降低适应运动率,直到达到规定的部分,根据镀锌无缝管的质量,是成品管的中圈上部。 扇形块在第2个环节开始进一步减速,直至到达规定位置,即工艺技术规定回弹前镀锌无缝管内圆的上部。扇形块在镀锌无缝管的内圈上保持静止一段时间,然后被弹起。镀锌无缝管两侧自动埋弧焊设备分为镀锌无缝管内焊和镀锌无缝管外焊。镀锌无缝管两侧自动埋弧焊机在镀锌无缝管领域称为外焊。镀锌无缝管外焊是指无缝对接的过程,可以理解为:镀锌无缝管焊接和预焊时,该工艺是外焊,而不是内焊。原因是:镀锌无缝管是外焊还是内焊,都会影响无缝钢管受热时的物理变形。如果镀锌无缝管的外焊缝先焊接,可以减少数据和信息。



由于镀锌管焊接热影响区是优发镀锌管的焊接周围受到焊接热循环作用后形成的独特的热处理工艺区,其性能不同于优发镀锌管,其特点在于:材料本身和加工工艺标准。影响其结构和性能的关键冶金工业和加工工艺因素有:被焊金属材料的特性和铝合金系统软件,这也是决定焊接热影响区特性的根本因素。各种原材料。结构转型和性能转型,首先取决于优发镀锌管自身在不同采暖散热条件下的物理冶金工业特性。 例如,对于在加热和冷却过程中不发生变化的金属材料和铝合金,焊接热影响区就比较简单。相反,用热电材料焊接很复杂。优发镀锌管焊前的初始状态 焊前原材料的初始状态也会影响焊接热影响区的结构转变和性能转变。例如,如果原材料在焊前处于冷作硬化或热处理工艺强化状态,当焊后热影响区发生退水时,会在焊后产生热处理硬化区。焊接后的热影响区。 镀锌焊管焊接工艺方法及主要技术参数。如前所述,焊接热影响区是由焊接的热效应引起的,因此它与热原特性和焊接时要使用的焊接工艺的主要参数密切相关。它们影响着有发镀锌管在焊接过程中的温度分布和热力循环图的特性,并直接影响到焊接热影响区独特热处理工艺的各种主要参数,如升温速率、高温停留时间和 冷却。这也是在科学研究焊接热影响区的机理和性能转变以及焊接工艺的制定中必须考虑的难题。

苏沪金属制品(平顶山市分公司)坐落在德清升华库,公司拥有的员工队伍从高层管理到车间普通员工,他们的敬业精神配合我们人性化的考核式管理制度,从而保证我们的产品和服务能很好地呈现在客户面前。 公司的主营产品: NDH型钢等系列产品;苏沪金属制品(平顶山市分公司)全体员工用自己的执著、诚信和尊严,精心打造每一件产品。欢迎广大客户来电来涵,莅临指导。我们期待着与您的合作,让我们携手共进!



