

我们为您呈现了一部精彩绝伦的酸洗钝化无缝钢管,dn400离心浇铸球墨管高品质现货销售产品视频,让您感受产品的独特之处。
以下是:酸洗钝化无缝钢管,dn400离心浇铸球墨管高品质现货销售的图文介绍

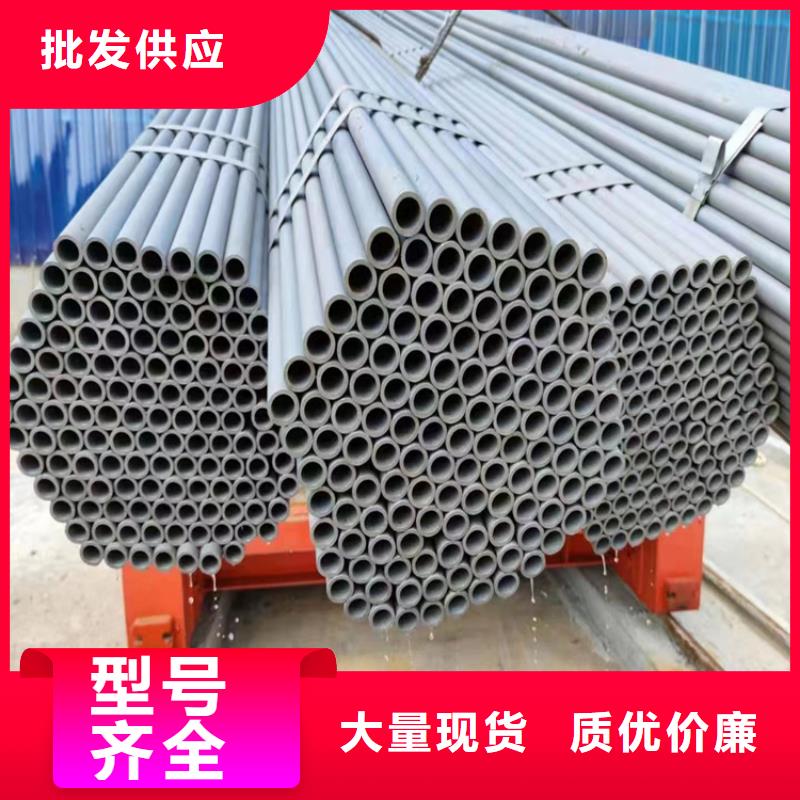
华尔网 20#酸洗钝化无缝钢管喷漆加工厂20#酸洗钝化无缝钢管处理具体流程(工艺流程):钢管→酸洗→磷皂化(即润滑)→冷拔,如还有第二次冷拔,需不需要退火就看是什么钢种了。一般低碳钢是不需要退火的,次冷拔后→润滑→冷拔→退火→矫直→切割→成品检验→打包入库。酸洗钝化无缝钢管具体流程(工艺流程):钢管→酸洗→磷皂化(即润滑)→冷拔,如还有第二次冷拔,需不需要退火就看是什么钢种了。一般低碳钢是不需要退火的,一次冷拔后→润滑→冷拔→退火→矫直→切割→成品检验→打包入库。质量要求高的做酸洗钝化处理。主营材质:10#、20#、35#、45#、20G、40Cr、20Cr、16Mn-45Mn、27SiMn、Cr5Mo、12CrMo(T12)、12Cr1MoV、12Cr1MoVG、10CrMo910、 15CrMo、35CrMo、40CrMo等。华尔网 20#酸洗钝化无缝钢管处理特点优势:1:碳钢酸洗钝化液将酸洗和钝化合二为一,大大提高了劳动生产率2: 酸洗钝化液的使用和操作非常方便,槽洗浸泡使用中小型碳钢管件,或使毛刷刷涂或喷淋的方法进行操作, 清水冲洗即可3:使用温度5-30摄氏度,酸洗钝化5-15分钟左右即可达到酸洗效果。钝化,有时也称“酸洗”。金属由于介质的作用生成的腐蚀产物如果具有致密的结构,形成了一层薄膜(往往是看不见的),紧密覆盖在金属的表面,则改变了金属的表面状态,使金属的电极电位大大向正方向跃变,而成为耐蚀的钝态。如Fe→Fe++时标准电位为-0.44V,钝化后跃变到+0.5~1V,而显示出耐腐蚀的贵金属性能,这层薄膜就叫钝化膜,金属的钝化也可能是自发过程(如在金属的表面生成一层难溶解的化合物,即氧化物膜)。在工业上是用钝化剂(主要是氧化剂)对金属进行钝化处理,形成一层保护膜。


博辉钢铁有限公司是集科研、开发、生产、推广、服务为一体的专业生产加工企业。技术力量雄厚,检测手段齐全,具有完善的科学管理及质量保证体系。主要产品有: 黑龙江黑河树脂井盖篦子,本公司位于经济技术开发区钢管城。经多年的生产实践已形成完整的系列产品,并在国内建立了广泛的应用网络。产品质量在同类企业处于先进水平。我公司坚持“诚信为本,信誉至上”的宗旨。竭诚为广大用户服务。我公司愿与各界朋友真诚合作,共同发展。




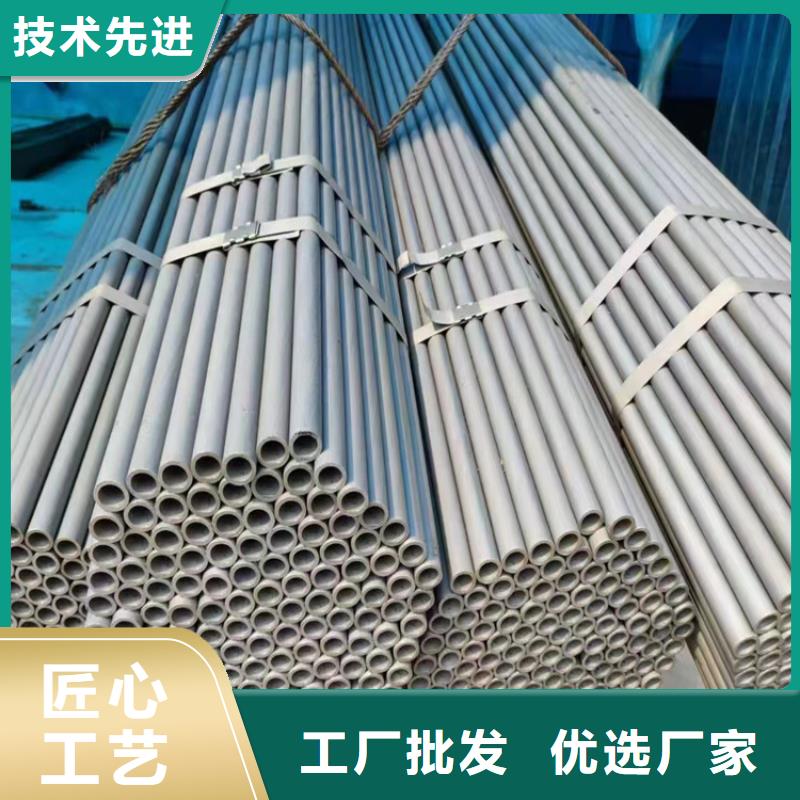
华尔网 待酸洗钝化无缝钢管桩施工结束后,人力往桩内灌沙至桩顶,并在钢板桩上方加焊桩盖,与此同时在外面壁加焊8~12根20mm的钢筋锚固建筑钢筋。酸洗钝化无缝钢管施工技术酸洗钝化无缝钢管生产工艺流程:(1)原料即热轧带钢卷,焊条,助焊剂。在资金投入前必须通过严谨的理化检测。(2)热轧带钢首尾连接,选用拉丝或双丝电弧焊接,在叠成无缝钢管后使用自動电弧焊焊补。(3)成形前,热轧带钢通过矫平、剪边、刨边,表层运输和予弯边解决。(4)选用电接点压力表操纵皮带输送机两侧压下液压缸的工作压力,保证了热轧带钢的稳定运输。(5)选用外控或内部控制辊式成形。(6)选用焊接空隙操纵设备来确保焊接空隙能够满足电焊焊接规定,管经,错边量和焊接空隙都获得严谨的操纵。(7)内焊和外焊均选用美国林肯直流焊机开展拉丝或双丝电弧焊接,进而得到平稳的激光焊接品质。(8)焊好的焊接均通过线上持续超音波全自动伤仪查验,确保了100%的螺旋式焊接的无损检测技术普及率。若有缺点,全自动警报并喷漆标识,生产制造职工以此随时随地调节加工工艺主要参数,立即缺点。(9)选用气体等离子切割机将无缝钢管切割成单条。(10)切割成单条无缝钢管后,每次无缝钢管都需要开展严苛的全检规章制度,查验焊华尔网 接的物理性能,有机化学成分,融合情况,无缝钢管表层质量及其通过无损探伤检测,保证制管加工工艺达标后,才可以宣布资金投入生产制造。(11)焊接上面有持续声波频率探伤检测标识的位置,通过手动式超声和X射线复诊,如确实有缺点,通过修复后,再度通过高质量检测,直到确定问题早已。(12)热轧带钢对接焊焊接及与螺旋式焊接交点的丁型连接头的所属管,所有通过X射线电视机或拍片子查验。(13)每根无缝钢管通过静水压力实验,工作压力选用切向密封性。实验工作压力和時间都由无缝钢管压力微型机检验设备严控。实验主要参数全自动打印记录。(14)液压钢管机械加工制造,使内孔垂直角度,坡嘴角和钝边获得操纵。


华尔网 酸洗钝化无缝钢管是以热轧带钢冷轧卷为原料,常常温挤压加工,以全自动双丝两面电弧焊技术电焊而成的酸洗钝化无缝钢管。那麼,酸洗钝化无缝钢管在作业的过程中是怎样的呢?酸洗钝化无缝钢管是怎么生产制造的呢?下边我们就来给大伙儿讲解下。一、桩基施工管贯入1)工程施工前,样桩的操纵应按设计方案原照,并以中心线为标准对样桩逐根核查,做好测量纪录,核查准确无误后才可打桩施工。酸洗钝化无缝钢管桩运到施工现场后,起重吊装时选用一点捆扎吊装,待吊到桩位开展插桩,将酸洗钝化无缝钢管桩指向事前释放的桩位,保证贯时尚竖直。桩基施工前,务必在桩帽置放特别制作的桩帽,桩帽上置放用硬木质的减振垫,酸洗钝化无缝钢管桩吊到桩位开展插桩时,因为桩身及桩帽总自身重量和桩锤置放在桩顶会自沉,很多贯下葬中,待沉至平稳后再次捶击;2)逐渐桩基施工时,打桩机遇因贯入量大而空打,逐渐捶击工作时要迟缓地中断试打,直到桩进到地质构造一定深层才行,不可持续击中。桩基施工全过程中,务必随时随地校准旋挖钻机导向性杆及桩的垂直角度,并维持桩锤、桩帽与桩在同一纵中心线上;3)酸洗钝化无缝钢管桩打进1~2m后,应再次校准垂直角度,当打成一定深层并经核查桩基施工品质优良时,再持续开展击中,直到高于河面60cm~80cm终止捶击,开展接桩,再反复以上流华尔网 程直到做到建筑标高。若工程施工流程中发觉桩位歪斜(>1/100LL-钢桩长短),应立即更改或拔出来钢板桩再次工程施工;4)酸洗钝化无缝钢管桩基础埋深:越过河道10m,且一分钟敲打频次内下移量不超过5mm。二、接桩酸洗钝化无缝钢管桩桩身联接选用桩的身上下连接电焊焊接。焊接前,务必将一二节桩管形变毁坏一部分整修,上方桩管顶端的生锈\水或油渍泥渣,打磨抛光好电焊焊接口,使左右桩专业对口空隙为2~4mm,与此同时选用双层焊,焊好各层焊接后,立即焊疤,并且做好外型查验,各层焊接均应分开,与此同时在桩周加焊挡块,以加强左右节桩联接。电焊焊接完成后务必制冷超过5min,再开展捶击桩基施工。三、焊桩盖



