


为了让您更好地了解超声波检测管厂家产品的优势和特点,我们特意制作了产品视频。请您在空闲时间观看,相信会给您带来一份全新的体验和感受。
以下是:超声波检测管厂家的图文介绍

日升昌钢管声测管厂家(邢台分公司)
500桩尖供应厂家
精心品质过关
专业定制库存充足
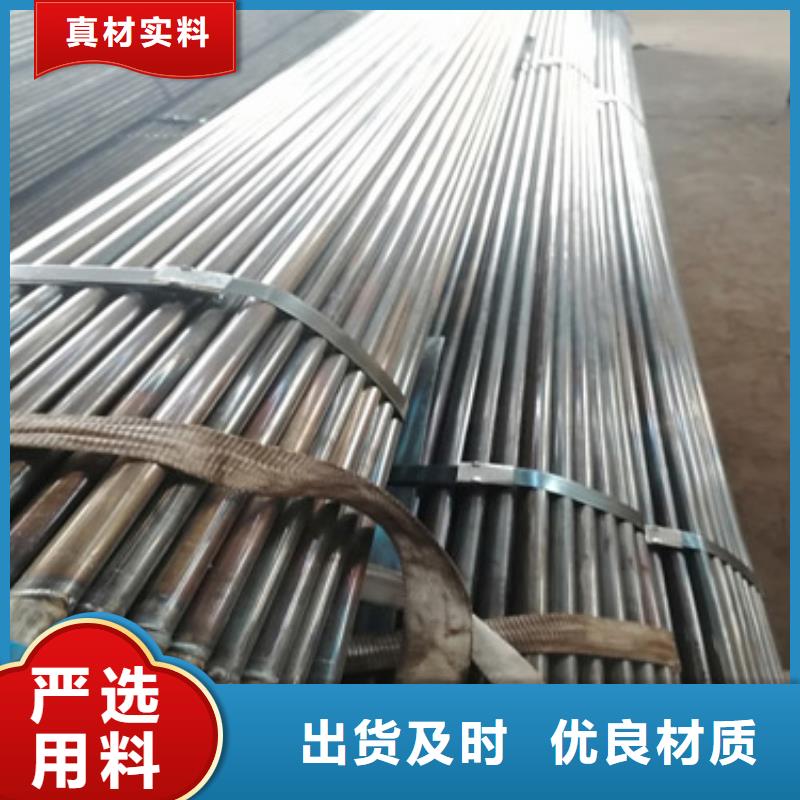
500桩尖的详细介绍
放心之选极速发货

优点是便于安装,可用电焊焊在钢筋骨架外,可代替部分钢筋截面,而且由于注浆管刚度较大.埋置后可基本上保持其平行度和平直度,许多大直径灌注桩均采用注浆管作为。但注浆管的价格较贵,但鸿冶管业新型钳压式就很好的解决了这个问题。钢质波纹管优点是管壁薄、当地钢材省和抗渗、当地耐压、当地强度高、当地柔性好等特点,通常用于预应力结构中的后张法预留孔道:用做时。可直接绑扎在钢筋骨架上,接头处可用大一号波纹管套接。由于波纹管很轻,因而操作十分方便,但安装时需注意保持其轴线的平直。塑料管注浆管安装图片优点是声阻抗率较低,用做具有较大的透声率,通常可用于较小的灌注桩,在大型灌注桩中使用时应慎重,因为大直径桩需灌注大量混凝土,水泥的水化热不易发散:鉴于塑料的热膨胀系数与混凝土的相差悬殊,混凝土凝固后塑料管因温度下降而产生径向和纵向收缩,有可能使之与混凝土局部脱开而造成空气或水的夹缝,在声通路上又增加了更多反射强烈的界面,容易造成误判。注浆管安装图片注浆管安装图片的直径,通常比径向换能器的直径大l0mm即可,常用规格是内径50-60mm。管子的壁厚对透声率的影响很小,所以,原则上对管壁厚度不作限制,但从节省用钢量的角度而言,管壁只要能承受新浇混凝土的侧压力,则越薄越省结构可直接固定在钢筋笼内侧上:固定方式可采用焊接或绑扎,管子之间应基本上保持平行-若检测结果需对各测点混凝土的强度做出评估,则不平行度应控制在1‰以下。钢筋笼放入桩孔时应防止扭曲。[1]注浆管安装图片管子一般随钢筋笼分段安装,每段之间的接头可采用反螺纹套筒接口或套管焊接方案,如图8所示:若采用波纹管则可利用大一号的波纹管套接,并在套接管的两端用胶布缠绕密封。无论那种接头方案都必须保证在较高的静水压力下不漏浆,接口内壁应保持平整,不应有焊渣、当地毛刺等凸出物,以免妨碍探头的自如移动,的底部也应密封,安装完毕后应将上口用木塞堵住,以免浇灌混凝土时落人异物,致使孔道堵塞安装注浆管安装图片a)注浆管的套接;b)波纹管的套接1-钢筋;2-;3-套接管;4-箍筋;5-密封胶布埋置布置布置的埋置数量及其在桩的横截面卜的布局应考虑检测的控制面积。通常有如图7所示的布置方式,图中的阴影区为检测的控制面积。一般桩径小于0.6~1m时,沿直径布置两根;桩径为1~2.5m时,布置3根,呈等边三角形;桩径大于2.5m时,布置4根,呈正方形。


以质量求发展,把好的500桩尖交付客户

500桩尖支持多种规格定制,24小时客服





日升昌钢管声测管厂家(邢台分公司)
多年500桩尖行业经验值得信赖

日升昌钢管声测管厂家(邢台分公司)秉承“创新理念、追求卓越、迅速改善、永续经营“的经营理念;并以“质量为先”,“顾客的满意是我们的荣誉”作为我们永远不变的质量政策;以爱护环境、回报社会、关爱雇员等社会责任为己任;把“诚信、负责、创新、团队”作为不断的追求和目标。 凭借“攀登高峰,超越自我”的精神。公司正以崭新的姿态,向 500桩尖产业结构化,规模化,为宗旨的现代化企业迈进。

