



无需繁琐的文字描述,观看我们的视频,让钢锭【冷拔异型钢管】本地配送产品一览无余!
以下是:浙江嘉兴钢锭【冷拔异型钢管】本地配送的图文介绍

工作人员在投入生产之前,还要重视大型铸钢件的工艺设计方法,在加工期间严格按照工艺流程来进行可以保证大型铸钢材料的制作效果,也可以避免出现工艺que陷等问题,如果材料的厚度比较薄,在进行浇注时要注意分散进行,这样可以让浇注更加均匀。
通过以上加工方式的概括,为保障铸钢件的生产质量效率提供一定支持帮助,公司也会继续创新发展自身生产工艺,为需要的企业提供满意的铸钢件。
钢材产品是如今社会发展中广受关注的存在,铸钢件算是典型的钢材产品之一,是我们公司多年来研究生产的项目产品,关于铸钢件的生产检测工作中会遇到哪些难点呢?小编为您进行了概括总结。在铸钢件的检测中多多少少会存在一些检测难点,比较常见的有超声波穿透性差、干扰杂波多、表面耦合条件差及缺陷的定量较困难等。
通过以上加工方式的概括,为保障铸钢件的生产质量效率提供一定支持帮助,公司也会继续创新发展自身生产工艺,为需要的企业提供满意的铸钢件。
钢材产品是如今社会发展中广受关注的存在,铸钢件算是典型的钢材产品之一,是我们公司多年来研究生产的项目产品,关于铸钢件的生产检测工作中会遇到哪些难点呢?小编为您进行了概括总结。在铸钢件的检测中多多少少会存在一些检测难点,比较常见的有超声波穿透性差、干扰杂波多、表面耦合条件差及缺陷的定量较困难等。


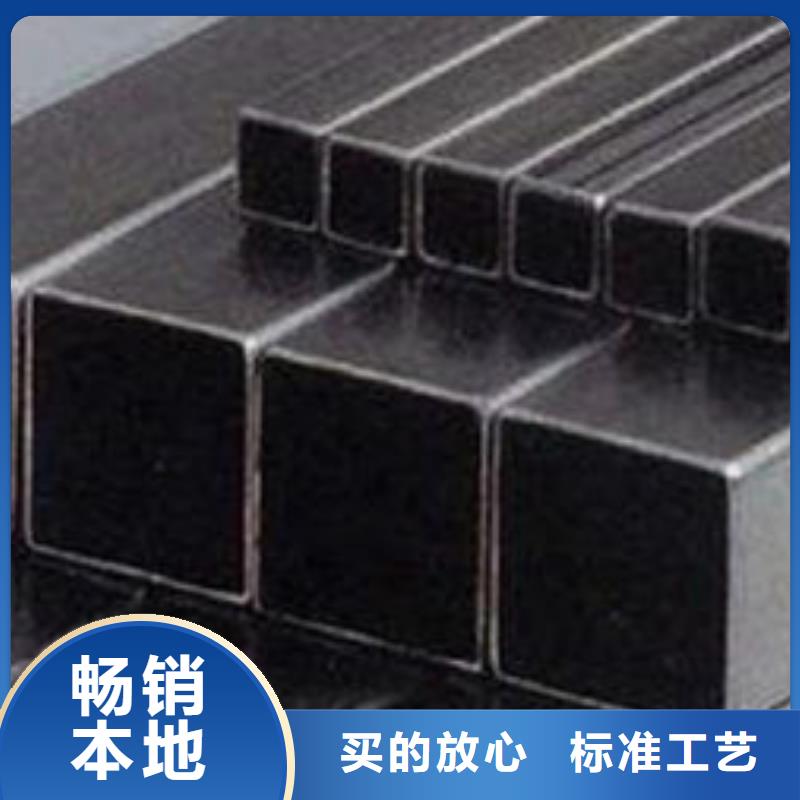
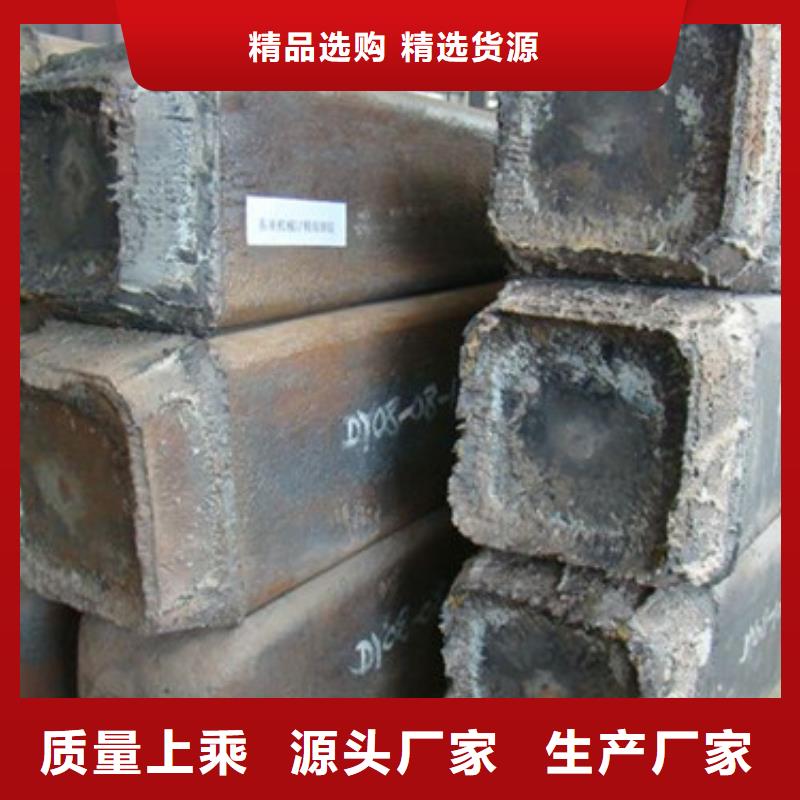
用于生产棒材和型材的钢锭一般为正方断面(称为方锭);生产板材的钢锭一般为长方形断面(称为扁锭);生产锻压材的钢锭有方形、圆形和多角形。
钢液进入盛钢桶后需静置一段时间,使出钢时混入钢中的炉渣或其他杂质上浮去除,同时还起调整铸温的作用。
铸温:浇铸温度应严格控制。铸温过低,钢液入模后表面立即凝固,会造成钢锭表面缺陷,甚至钢液在盛钢桶内就开始凝固,造成金属损失或整炉钢报废;铸温过高时,将延缓钢锭表层的形成时间,导致钢锭出现热裂纹。对镇静钢,铸温一般控制在高于此钢的液相线温度40~60℃。为保证整桶钢水温度均匀,可向盛钢桶中吹氩气搅拌钢液。
注速:下铸法一般要求有适当注速以保证模中钢液平稳上升,并调节铸温。铸温过高时用慢注,过低时用快注。上铸法要控制注速以减少飞溅。
钢液进入盛钢桶后需静置一段时间,使出钢时混入钢中的炉渣或其他杂质上浮去除,同时还起调整铸温的作用。
铸温:浇铸温度应严格控制。铸温过低,钢液入模后表面立即凝固,会造成钢锭表面缺陷,甚至钢液在盛钢桶内就开始凝固,造成金属损失或整炉钢报废;铸温过高时,将延缓钢锭表层的形成时间,导致钢锭出现热裂纹。对镇静钢,铸温一般控制在高于此钢的液相线温度40~60℃。为保证整桶钢水温度均匀,可向盛钢桶中吹氩气搅拌钢液。
注速:下铸法一般要求有适当注速以保证模中钢液平稳上升,并调节铸温。铸温过高时用慢注,过低时用快注。上铸法要控制注速以减少飞溅。



新物通物资(嘉兴市分公司)坚持“以诚信树品牌,以创新求发展”,通过不断的创新与超越,在 630不锈钢管厂家、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管产品创新、管理创新、公司发展上实现与时代同步,成为行业的典范,铸造于 630不锈钢管厂家、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管“的可持续发展的美好愿景。公司组建了由不同地区、不同城市近50位人才构成的好的设计与施工团队; 630不锈钢管厂家、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管成功案例遍及北京、天津、河北、山西、江苏、浙江、云南、湖南等多个城市。


溶穿原因:
温度过高会出现熔穿的问题。绝热温度越高,钢管管壁越薄,容易出现熔穿问题,在铝热剂填充密度为1.3g/cm,不加或少加惰性添加剂时厚5mm的就发生熔穿。体系温度过高是熔穿的根本原因。
解决方案:
降低绝热温度,增加钢管壁厚都可以避免熔穿问题。
控制预热温度或合金钢铸件的厚度,都可以避免被熔穿。
其实导致铸钢件熔穿问题的出现就是体系温度过高,所以我们在以后的生产过程中要着重注意它的体系温度,加以控制。
公司多年来都比较关注铸钢件的质量性能生产,不断的通过自身努力为需要的客户提供满意的铸钢件。
温度过高会出现熔穿的问题。绝热温度越高,钢管管壁越薄,容易出现熔穿问题,在铝热剂填充密度为1.3g/cm,不加或少加惰性添加剂时厚5mm的就发生熔穿。体系温度过高是熔穿的根本原因。
解决方案:
降低绝热温度,增加钢管壁厚都可以避免熔穿问题。
控制预热温度或合金钢铸件的厚度,都可以避免被熔穿。
其实导致铸钢件熔穿问题的出现就是体系温度过高,所以我们在以后的生产过程中要着重注意它的体系温度,加以控制。
公司多年来都比较关注铸钢件的质量性能生产,不断的通过自身努力为需要的客户提供满意的铸钢件。



