


想知道桥梁护栏不锈钢景观护栏库存齐全厂家直供产品为何如此受欢迎?观看视频,答案自在其中。
以下是:桥梁护栏不锈钢景观护栏库存齐全厂家直供的图文介绍
上乘的 【中央分隔栏】产品质量,可靠的售后服务,赢得了广大客户的一致好评。响誉全国, 【中央分隔栏】客户遍布全国各地的各个行业,无论是服务质量、技术水平、时间保证等深得企业及个人用户的广泛信赖。科阳金属制品(淄博市分公司)是一家朝气蓬勃的年青企业,本着务实、创新、学习的精神,愿与国内外同行竭诚合作,共谋发展!



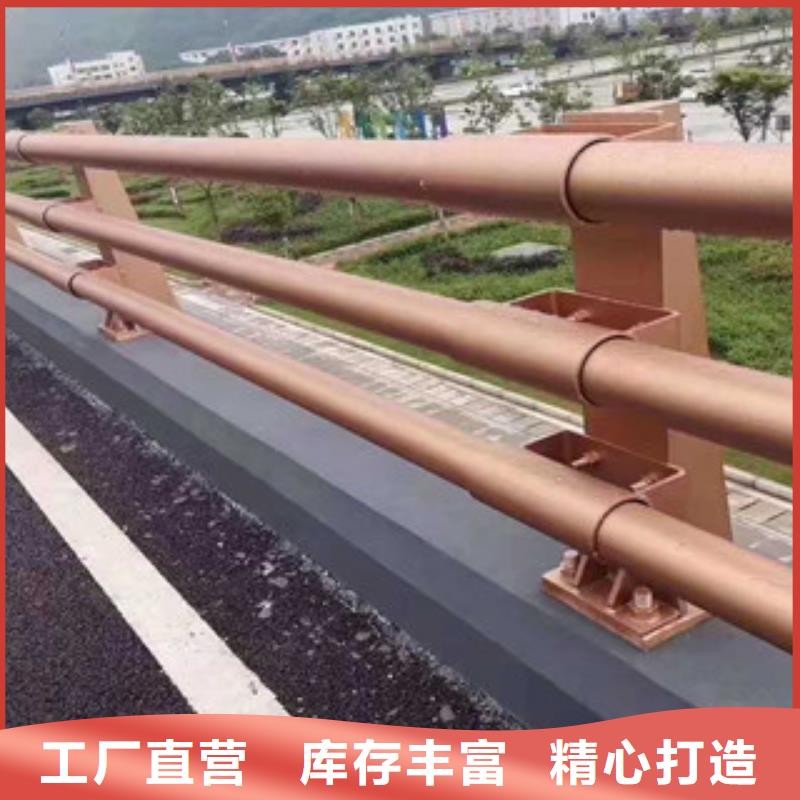
如果该产品在使用中没有良好的防腐性能,自然会使其难以获得更好的使用质量。因此,在道路护栏的使用中,这一要求也非常重要,否则很难使其具有更好的使用寿命。当然,这也需要使其生产有更好的改进,首先需要有更好的焊接工艺,然后需要使其材料具有更好的耐腐蚀性。虽然这会提高产品的价格,但使用时更具成本效益。 车辆碰撞速度是指在车辆碰撞试验中,在实际碰撞点前6米内测得的试验车辆的实际行驶速度。它不同于道路上车辆的正常速度。这就要求防撞波形护栏必须具有良好的防撞性能,才能吸收大部分的冲击能量。公路防撞护栏要求材料强度高,防撞护栏表面处理要求防腐、防老化。由于护栏通常在室外使用,其耐高温和耐低温性也很强。 不论是什么铁路阻隔栅产品,都有必定的使用寿命。咱们的铁路阻隔栅也是如此,在长期投入使用后,难免会呈现掉漆、网丝决裂的状况。那么,呈现这种状况的时分,咱们该怎么应对呢?首要,咱们说铁路阻隔栅的立柱。



内衬不锈钢复合钢管基层为Q235B, 因此采用 SMAW 的方法, 焊条选择准 3.2 mm 的 THA302 为合适, 既可以保证焊缝金属的强度, 还可以保证其塑韧性。 内衬不锈钢复合管在焊接时首先进行下料, 必须采用车床, 锯床等冷加工机械进行下料, 严禁使用火焰或等离子等切割工艺, 接着对内衬不锈钢复合管的焊接面进行焊缝坡口处理, 焊缝坡口的加工一般须采用专用坡口机, 车床等冷加工机械, 严禁采用火焰切割等热加工方法加工, 然后对内衬不锈钢复合管的坡口进行整形, 以内径尺寸为准, 采用内芯整圆的方法, 使焊接坡口处复层的椭圆度偏差符合要求。 焊接不锈钢复合钢的焊工需要具备焊接基层和复层母材的焊工资质,焊接过渡层的焊工同时还应具有耐蚀堆焊资质。 施焊之前必须有合格的焊接工艺评定。 焊接工艺评定编制前, 必须明确所要选取的焊材、 焊接顺序、是否要求焊前预热及焊后热处理。



焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。 过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。 不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。
