



想要深入了解【型材】_高压锅炉管订购产品的独特之处吗?我们的视频将带您踏上一段探寻之旅,从设计理念的诞生到精湛工艺的呈现,让您感受产品的魅力与品质。
以下是:【型材】_高压锅炉管订购的图文介绍

万方金属材料有限公司注册资金800万元,占地面积近50亩,建筑面积达10000平方米。经过多年努力,公司已具备了可观的 陕西商洛35#无缝钢管生产能力和科技开发水平。公司 陕西商洛35#无缝钢管生产设备精良, 陕西商洛35#无缝钢管产品工艺可靠,检测手段齐全,企业管理严格,产品质量过硬。



陕西商洛型材Q355C角钢生产流程生产工艺流程铁水预处理——120t转炉冶炼——LF精炼——VD真空处理——连铸机——加热炉加热——轧制成型。该钢种质量等级为D级,用于型钢厂生产高级别的角钢。该钢种要求-20℃的冲击试验,要求冲击功≥34J。因此对化学成份、晶粒度、非金属夹杂物等有严格的要求。2.2.1冶炼工艺入炉铁水:S≤0.050%、P≤0.080%、Si≤0.85%。装入量115±2吨,废钢比视铁水Si含量与温度调整。实行高拉补吹操作,降低终点钢水氧化性。合金及增碳剂的回收率C、Si=85%~90%、Mn=90%~95%;使用铝块脱氧,其用量为0.2~0.4kg/t。终点压枪时间不低于60s,终渣碱度控制在R=3.0~3.5。钢水到LF炉精炼的温度控制在1550~1580℃。2.2.2连铸工艺浇铸方式:全程保护浇铸,使用铝碳套管、使用中碳钢保护渣。大包保护套管Ar气使用压力控制在0.2~0.3MPa。拉速范围:165mm×225mm:1.1~1.5m/min。工作拉速:1.2~1.4m/min。浇注过程,稳定拉速,减少拉速短时间内有大的波动,稳定生产节奏。减少浇注过程中前期低拉速,后期高拉速的现象。连铸钢坯的冷却控制,结晶器水量130m3/h,比水量0.9L/Kg。2.2.3軋制工艺型钢厂将炼钢厂冶炼的Q345D165mm×225mm规格连铸钢坯,在680车间轧制生产,连铸钢坯在加热炉中加热,轧制成L160×14mm规格的等边角钢。连铸钢坯加热时间保证3小时以上但不应超过4小时,各段温度按常规工艺要求执行,开轧时核查连铸钢坯温,必须保证开轧温度在1050℃(或1080℃),钢坯坯阴阳面温差应小于30℃。



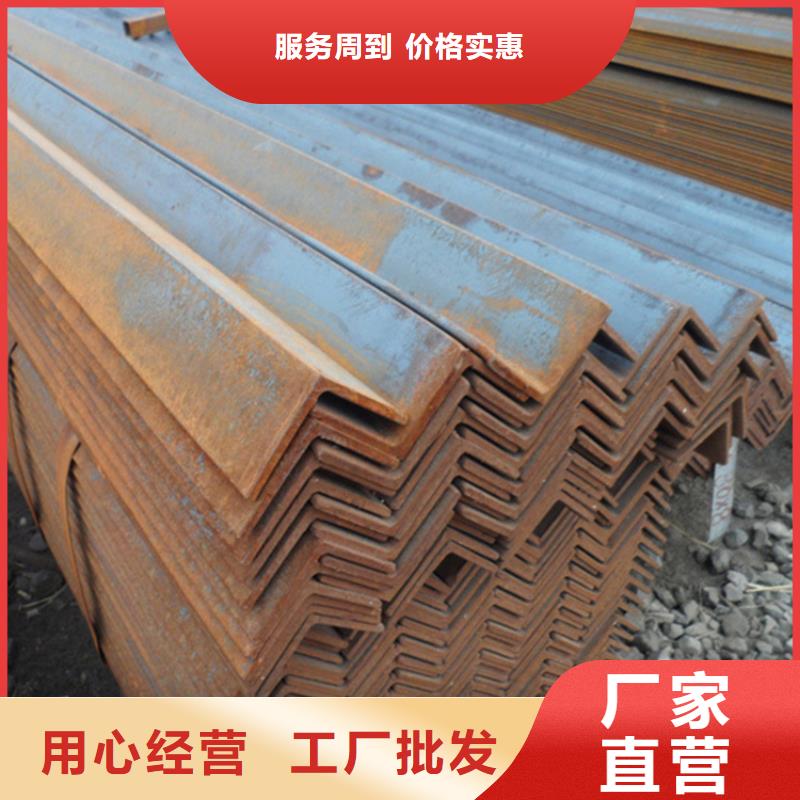
陕西商洛型材q355c和q355d区别;Q355是一种钢。广泛应用于桥梁、车辆、船舶、建筑物、压力容器、特种设备等领域。Q代表这种材料的屈服强度,后355指的是这种材料的屈服值,约为355兆帕。屈服值会随着材料厚度的增加而降低。Q按等级可分为355Q355A,Q355B,Q355C,Q355D,Q355E。它们主要代表不同的冲击温度。Q355C等级,0度冲击;Q355D等级,冲击-20度;主要分为等边角钢和不等边角钢两类,其中不等边角钢又可分为不等边等厚及不等边不等厚两种。 角钢的规格用边长和边厚的尺寸表示。目前国产角钢规格为2—20号,以边长的厘米数为号数,同一号角钢常有2—7种不同的边厚。进口角钢标明两边的实际尺寸及边厚并注明相关标准。一般边长12.5cm以上的为大 型角钢,12.5cm—5cm之间的为中型角钢,边长5cm以下的为小型角钢。
