以下是:缠绕翅片管发货及时的产品参数
| 产品参数 |
|---|
| 产品价格 | 20/米 |
|---|
| 发货期限 | 1-3 |
|---|
| 供货总量 | 9989 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 1 |
|---|
| 是否厂家 | 是 |
|---|
| 产品规格 | 齐全 |
|---|
| 加工定制 | 可定制 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 是否进口 | 否 |
|---|
以下是:缠绕翅片管发货及时的图文视频
缠绕翅片管发货及时,建顺金属制品有限公司为您提供缠绕翅片管发货及时,联系人:张经理,电话:0635-8808887、13336259835,QQ:314614021,请联系建顺金属制品有限公司,发货地:聊城东昌府区泰山路3号发货到云南省 西双版纳市 景洪市、勐海县、勐腊县。 云南省,西双版纳傣族自治州 西双版纳地处热带北部边缘,属热带季风气候。西双版纳辖1个县级市、2个县,2021年,西双版纳少数民族人口79.03万人,傣族是主体民族,世居着13种民族。截至2022年底,西双版纳傣族自治州常住人口为130.8万人。
别再等待了,仅仅一分钟,就能通过我们的缠绕翅片管发货及时产品视频探索到无数令人心动的细节和亮点。
以下是:缠绕翅片管发货及时的图文介绍



云南西双版纳翅片管常用材料有碳素钢、云南西双版纳同城低合金钢、云南西双版纳同城不锈钢、云南西双版纳同城铜、云南西双版纳同城铜镍合金、云南西双版纳同城铝合金、云南西双版纳同城钛等。此外还有一些非金属材料,如石墨、云南西双版纳同城陶瓷、云南西双版纳同城聚四氟乙烯等。设计时应该根据工作压力、云南西双版纳同城温度和介质腐蚀性等选用合适的材料。如图1所示,换热管在管板上的排列形式主要有正三角形、云南西双版纳同城正方形和转角正三角形、云南西双版纳同城转角正方形。正三角形排列形式可以在同样的管板面积上排列多的管数,故用得为普遍,但管外不易清洗。为便于管外清洗,可以采用正方形或转角正方形排列的管束。换热管中心距要保证管子与管板连接时,管桥(相邻两管间的净空距离)有足够的强度和宽度。管间需要清洗时还要留有进行清洗的通道。换热管中心距宜不小于1.25倍的换热管外径,常用的换热管中心距间下表。 常用的换热管中心距 mm换热管外径d010121416192025323538455057换热管中心距13~14161922252632404448576472



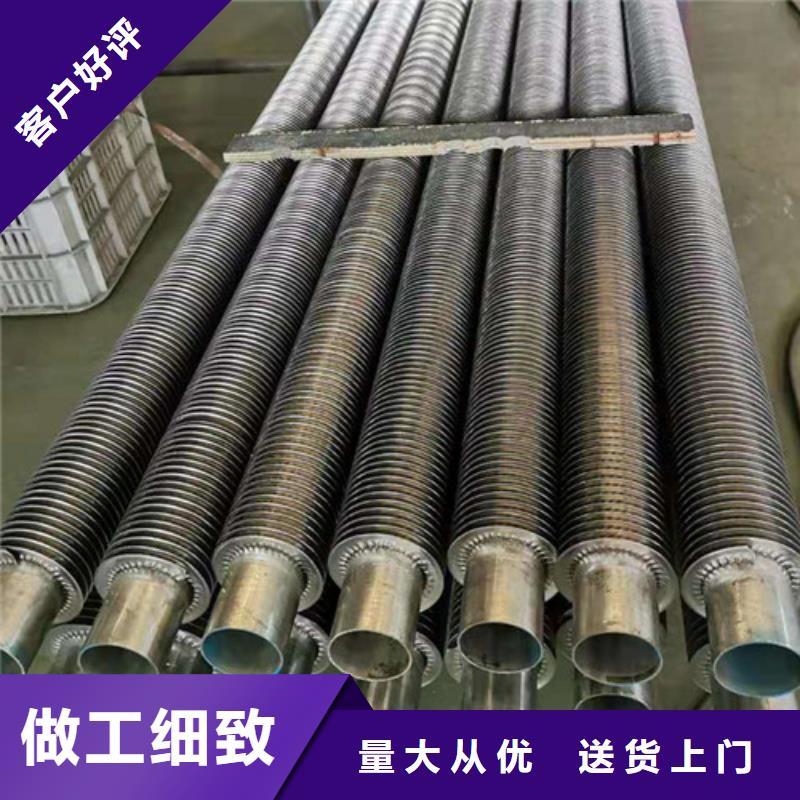
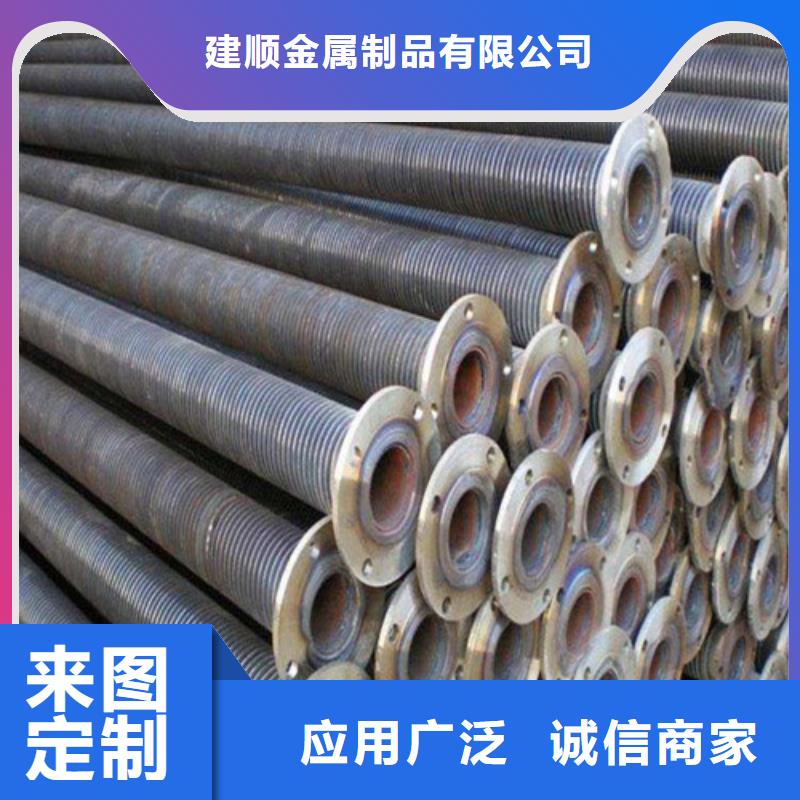
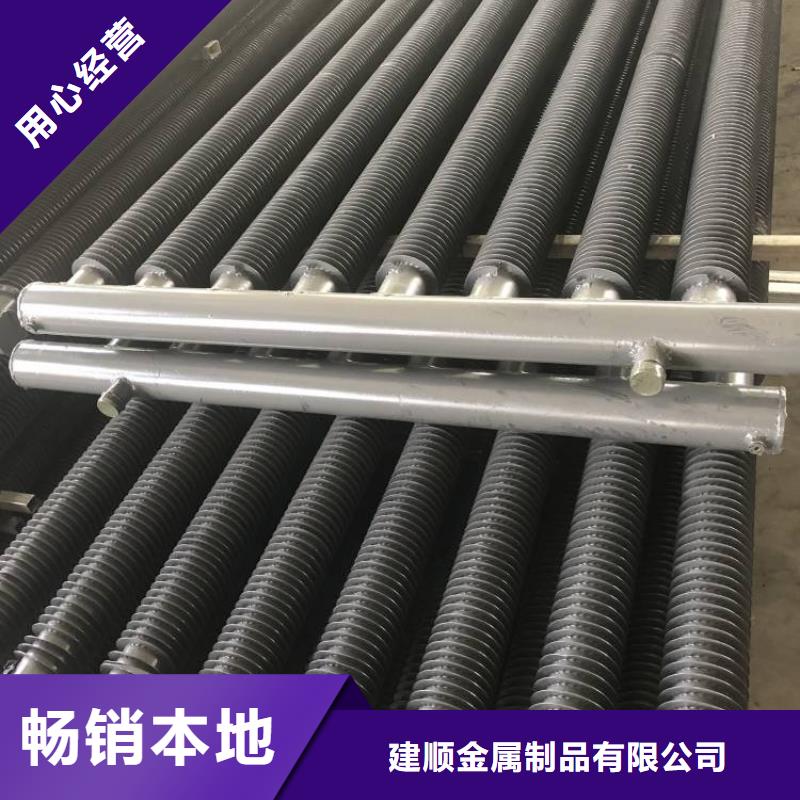
云南西双版纳高频焊螺旋翅片高频高频焊螺旋翅片管是应用为广泛的螺旋翅片管之一,现广泛应用于电力、云南西双版纳本地冶金、云南西双版纳本地水泥行业的余热回收以及石油化工等行业。高频焊螺旋翅片管是在钢带缠绕钢管的同时 ,利用高 频 电流的集肤效应和邻近效应,对钢带和钢管外表面加热,直至塑性状态或熔化,在缠绕钢带的一定压力下完成焊接。这种高频焊实为一种固相焊接。它与镶嵌、云南西双版纳本地钎焊(或整体热镀锌)等方法相比,无论是在产品质量(翅片的焊合率高,可达95%),还是生产率及自动化程度上,都是更为先进。三辊斜轧整体型螺旋翅片管三辊斜轧整体型螺旋翅片管其生产原理为:在光管内衬一芯棒,经轧辊刀片的旋转 带动,无缝钢管通过轧槽与芯头组成的孔腔在其外表面上加工出翅片。这种方法生产出的翅片管因基管与外翅片是一个有机的整体,因而不存在接触热阻损失的问题,具有较高的传热效率。三辊斜轧法与焊接法相比,该生产线具有生产效率高,原材料耗用低,且生产的翅片管换热率高等优点。三辊斜轧整体型螺旋翅片管技术已成功应用于翅片为铜、云南西双版纳本地铝的单翅片管或复合翅片管,或钢质的低翅片管;钢质整体型翅片管市场上多见为低翅片管,整体型高翅片管其材质多为铝、云南西双版纳本地铜等,一般是冷轧成型。


建顺金属制品有限公司位于东昌府区泰山路3号,交通j i为便利。公司主要生产: 云南西双版纳铝箔翅片蒸发器等。公司可根据客户要求来图或来料加工产品,我们刻意于精益求精,互惠互利,共同发展的关系。公司遵循现代化管理理念,稳定的产品质量,优良的服务和以人为本,诚信为本、科技为魂、创新为源,力争双赢的经营理念,提供优良的产品和完善的服务,与客户朋友和各界同仁共同发展。




云南西双版纳高频焊螺旋翅片管是应用为广泛的螺旋翅片管之一,现广泛应用于电力、云南西双版纳同城冶金、云南西双版纳同城水泥行业的余热回收以及石油化工等行业。翅片管,是为了提高换热效率,通常在换热管的表面通过加翅片,增大换热管的外表面积(或内表面积),从而达到提高换热效率的目的,这样一种换热管。高频焊螺旋翅片管是在钢带缠绕钢管的同时,利用高频电流的集肤效应和邻近效应,对钢带和钢管外表面加热,直至塑性状态或熔化,在缠绕钢带的一定压力下完成焊接。这种高频焊实为一种固相焊接。它与镶嵌、云南西双版纳同城钎焊(或整体热镀锌)等方法相比,无论是在产品质量(翅片的焊合率高,可达95%),还是生产率及自动化程度上,都是更为先进。高频焊(high-frequency welding)是以固体电阻热为能源。焊接时利用高频电流在工件内产生的电阻热使工件焊接区表层加热到熔化或接近的塑性状态,随即施加(或不施加)顶锻力而实现金属的结合。因此它是一种固相电阻焊方法。高频焊根据高频电流在工件中产生热的方式可分为接触高频焊和感应高频焊。接触高频焊时,高频电流通过与工件机械接触而传入工件。感应高频焊时,高频电流通过工件外部感应圈的耦合作用而在工件内产生感应电流。高频焊是专业化较强的焊接方法,要根据产品配备专用设备。生产率高,焊接速度可达30m/min。主要用于制造管子时纵缝或螺旋缝的焊接。高频焊的高频电流的两大效应的内容为:集肤效应——当导体通以交流电流时,导体断面上出现的电流分布不均匀,电流密度由导体中心向表面逐渐增加,大部分电流仅沿导体表层流动的一种物理现象。导体的电阻率越低、云南西双版纳同城磁导率越大、云南西双版纳同城电流的频率越高,其集肤效应越显著。邻近效应——当高频电流在两导体中彼此反向流动或在一个往复导体中流动时,电流会集中于导体邻近侧流动的一种特殊的物理现象。高频焊通常使用的电流频率范围为300~450kHz,有时也使用低至10kHz的频率
缠绕翅片管发货及时,建顺金属制品有限公司为您提供缠绕翅片管发货及时产品案例,联系人:张经理,电话:0635-8808887、13336259835,QQ:314614021,发货地:东昌府区泰山路3号。