


联系我们

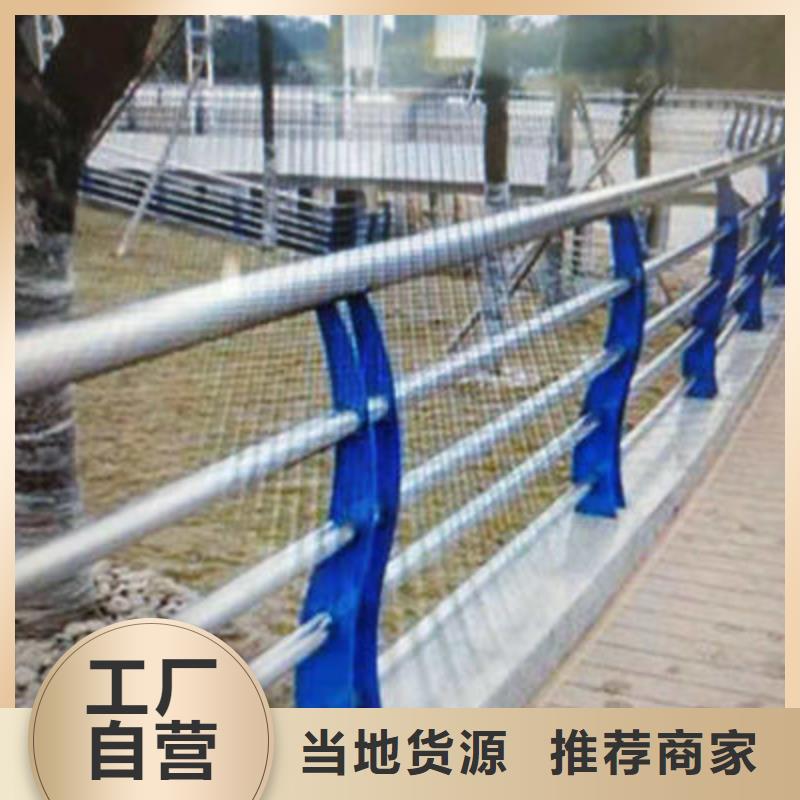
桥梁防撞护栏道路防撞护栏今年新款
更新时间:2024-12-24 07:45:51 浏览次数:57 公司名称:聊城 聚宜兴金属制品 有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 394 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 山东 |
| 材质 | 201、304、316、235、345 |
| 品牌 | 聚宜兴 |





聚宜兴金属制品 有限公司拥有资深的技术研发团队和专业的服务团队,具备较强的科技创新能力和技术服务优势。聚宜兴金属制品 有限公司坚持不断创新,通过行业交流,不断服务品质。聚宜兴金属制品 有限公司始终聚焦为客户创造价值,未来,未蓝将继续在 天津【中央分隔栏】领域精耕细作,打造卓越的产品和服务,持续为客户创造价值,推动行业发展和社会进步。



在搭建时,防护雕栏需要采纳扣件连接,丝扣链接,螺栓链接或许焊接和其他可靠的方式进行连接,必须要包管防护栏杆的可靠性和性,同时防护雕栏要采用另外方式进行牢固时,需要有单位的专科工程技能职员进行核算,通过后才可进行下一步的开工检测和使用。在立柱安设以前 应从头放线 以划定埋板位置与焊接立杆的准确性,如有误差 及时批改应保 证不锈钢立柱完全坐落在钢板上而且四周能够焊接,一种防备和保护的方式杆件焊接拼装完成后,对于无显著凹痕或凸出较原始的肉食龙的一属焊珠的焊缝,可径自举行抛光。对待有凹 凸残余或较原始的肉食龙的一属焊珠的焊缝则应有角磨机进行打磨,磨平后再进行抛光。抛光后必须使外观光洁、平顺、无显著的焊接痕。



市政路途护栏又叫做城市交通镀锌喷塑钢护栏。它,易装置,可靠,适用城市交通要道、高速公路中心美化阻隔带、桥梁、二级公路、城镇公路等的阻隔。路途护栏分隔功用:交通路途护栏将机动车、非机动车和行人交通分隔。
将路途在断面上进行纵向分隔,使机动车、非机动车和行人分道行进,进步了路途交通的性,改进了交通秩序,阻挠功用:交通路途护栏将阻挠不良的交通行为,阻挠企图横穿马路的行人或自行车或机动车辆。它要求护栏有必定的高度,必定的密度(指竖栏),还要有必定的强度。
警示功用:经过装置要使护栏上的概括简练明快,警示驾驶员要留意护栏的存在和留意行人和非机动车等,然后到达防备交通事故的发作,漂亮功用:经过护栏的不同原料、不同的方式、不同的造型及不同的色彩,到达与路途环境的和谐和协调。
那么防护路途护栏的装置流程是怎么样的?路途护栏运抵施工现场后仅需将各立柱的钢衬部位刺进安稳底座,按运用用部分要求直线延伸布设。完结根本布设后运用专用螺栓将每段护栏妥为衔接。



聚宜兴金属制品有限公司拥有自己的生产车间,无论是管材加工还是钢板件异型加工以及钢板表面处理都在本工厂内自行加工完成,减少中间环节,给客户提供 的价格、 质的产品。五、服务优势:先进的服务理念、完善的服务体。1.公司专业力量充足2.工程案例众多、从业经验丰富。3.公司拥有专业的施工队伍,安装人员长期从事不锈钢复合管工程及金属护栏的施工项目,素质高、经验足,工程质量稳定可靠,并受到客户的一致好评4.有专业运输物流和配货车队合作,大大降低运输费用的成本和缩短运输时间。
不锈钢复合管怎么焊接?
焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。


不锈钢复合管怎么焊接?
焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。
不锈钢复合管复层的焊接
打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求 的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。


