
产品详细介绍
以下是:10+8堆焊耐磨板厂家直销的产品参数
导读 10+8堆焊耐磨板厂家直销,【多麦金属】高锰耐磨耐候钢板生产厂家为您提供10+8堆焊耐磨板厂家直销产品案例,联系人:朱经理,电话:17768165506、17768165506,QQ:1946909636,发货地:经济技术开发区创业大厦B塔310发货到江苏省 扬州市 广陵区、邗江区、江都区、宝应县、仪征市、高邮市。 江苏省,扬州市 扬州市历史悠久,是全国首批24座历史文化名城之一。自吴夫差十年(前486年),吴王夫差开邗沟、筑邗城始,已有2500多年建城史。扬州市是南京都市圈紧密圈城市和长三角城市群城市,重点工程南水北调东线水源地。有着“淮左名都,竹西佳处”之称;又有着“中国运河城”的美誉。在中国历史上,扬州因其独特的地理位置和优越的自然环境,自汉代至清代几乎经历了通史式的繁荣,并伴随着文化的兴盛。中国大运河扬州段入选世界遗产名录;扬州列入中国海上丝绸之路。
想知道10+8堆焊耐磨板厂家直销产品的独特魅力吗?我们为您准备的视频将带您亲身体验,让您感受到产品的无限魅力。
以下是:10+8堆焊耐磨板厂家直销的图文介绍





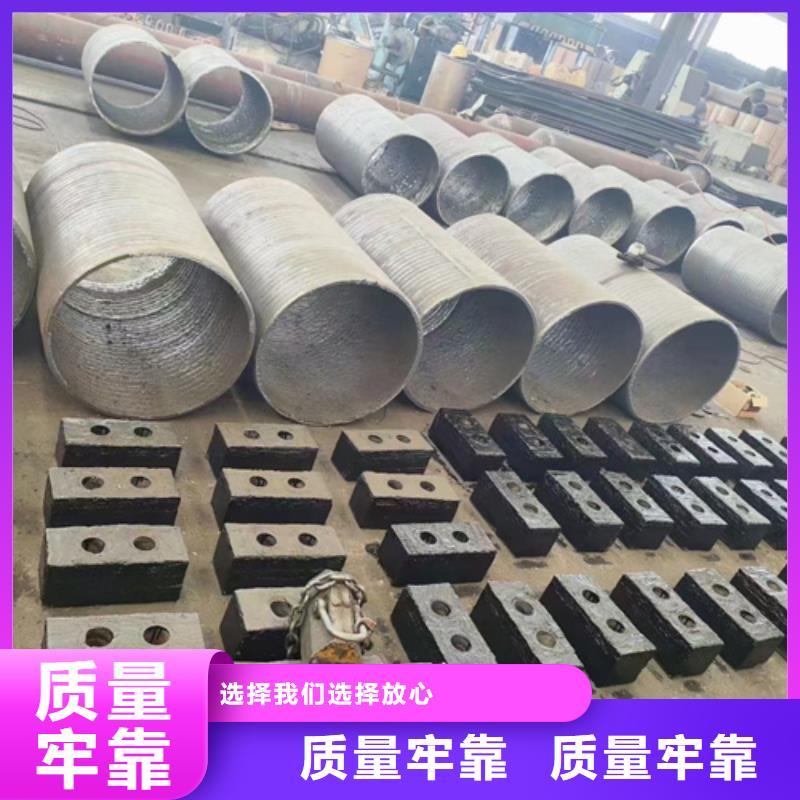
磨损分析2.1受力分析钻箱在运动过程中受偏载力的现象很严重,而且导向板接触面上受到的力很不均匀,且从中部到下边缘的力从零均匀增加到大值q。由于导向板边缘受到的力大,且在运动过程中存在很严重的磨粒磨损现象,导致导向板的边缘很容易受到磨损。接触面上的摩擦系数如增大,载荷和比压也都会随着增大,磨损现象也会加重;但是当材料发生变化时,其受到的载荷和比压也都不同。可见如在同样的工况下,导向板的材料因素是影响其磨损速度的主要原因。经过力学方面的分析,可以得出如在同样的工况下,材料的力学性能和是影响导向板磨损速度的主要因素。2.2分析使用布氏硬度机,检测现有导向板材料和钻架主体材料的HB值。可以测出现有导向板材料的HB平均值为110,而钻架主体材料的HB平均值为200,后者的硬度是前者硬度的1.7倍,为典型的软材料和硬材料的配对摩擦副。现役导向板材料与钻架主体材料的硬度差很大,很可能是导致现有导向板材料不足的重要原因。复合耐磨钢板

堆焊工艺方法在堆焊前先将明弧堆焊焊丝穿过送丝轮和导电嘴,焊枪接电源正极,基材接电源负极,通电后焊丝先与基材之间形成电弧,随焊枪摆动向前焊接,电弧开始在焊丝与基材之间产生,进人稳定焊接过程。在堆焊过程中,焊枪的摆动宽度应大于焊丝直径的4倍以上,以避免摆动过宽造成焊道两侧熔深过大,摆宽过窄造成成形不良。堆焊过程中的易损件,如导电嘴、江苏扬州送丝轮应及时更换,否则会导致送丝不畅,而产生断弧。焊丝的干伸长度要适中,不能过长或过短(一般25mm)。过长会导致焊道不直,影响焊缝成形;过短会导致断弧,影响连续焊接和板的质量。在实际的生产过程中,我们采用四头堆焊板工艺,同时用四台焊机堆焊。采用这种方法能提高生产效率,降低成本。如堆焊规格为1500mmx3500mm的Q235钢板,当选用2.8mm焊丝,堆焊4mm厚度时,大约只需要3.5h,一人操作即可完成整张板的焊接。同时焊接过程中采用压力水冷技术,既可提高冷却速度,也可提高板的硬度和。焊接速度的选择:从堆焊成形角度讲,焊接速度太小时,由于线能量过大熔化了较多的金属,使熔化金属向焊缝两边流淌,影响焊缝成形,同时容易造成边缘部分与基材间产生未融合的缺陷;焊接速度太大时,会使堆焊层中间下凹或者薄厚不均匀。通过多次试验,我们选择的焊速一般在10~15mm/s之间,随着焊接电流的增加,焊速也略有增加。此外,焊速还影响堆焊层厚度,焊速越快,堆焊层越薄。所以在实际堆焊时,应综合考虑多方面因素来选择焊速。复合耐磨钢板
总结 在江苏省扬州市采买10+8堆焊耐磨板厂家直销到【多麦金属】高锰耐磨耐候钢板生产厂家,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:朱经理-17768165506,QQ:1946909636,地址:《经济技术开发区创业大厦B塔310》。