
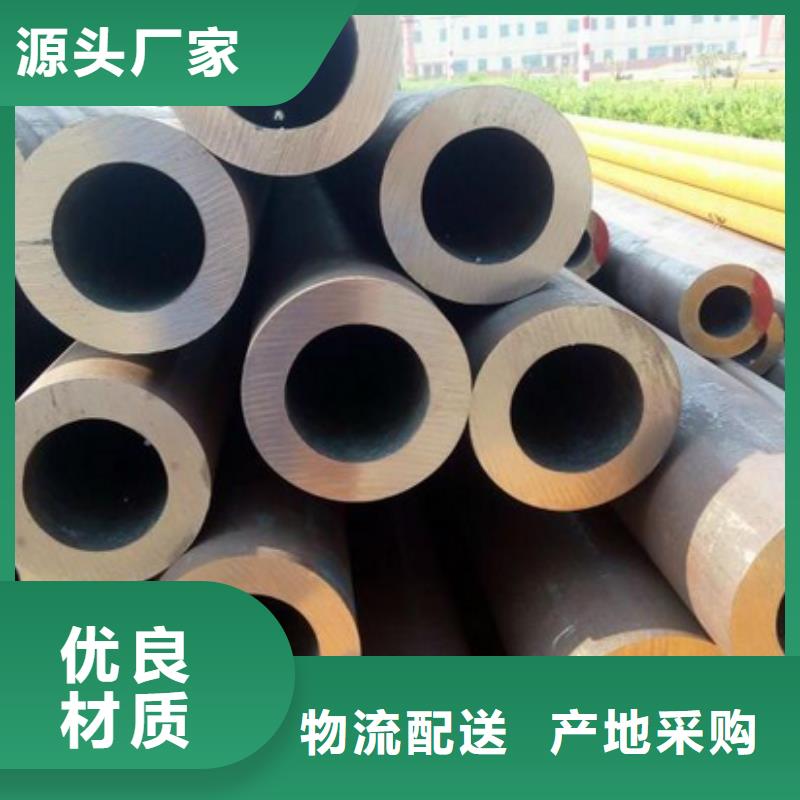




准备好领略无缝钢管无缝钢管42crmo实力派厂家产品的风采了吗?我们的视频将带您领略产品的每一个细节,从外观到内在,从功能到性能,让您了解它的独特之处。
以下是:无缝钢管无缝钢管42crmo实力派厂家的图文介绍



四川成都无缝钢管相关知识--高压锅炉钢管:主要用来制造高压及其以上压力的蒸汽锅炉管道等用的优zhi碳素结构钢、合金结构钢和不锈耐热钢无缝钢管、这些锅炉管经党处于高温和高压下工作、管子在高温烟气和水蒸汽的作用下还会发生氧化和腐蚀,因此要求钢管有高的持久强度、高的抗氧化性能,并具有良好的组织稳定性,采用钢号有:优zhi碳素结构钢钢号有20g、20mng、25mng;合金结构钢钢号15mog、20mog、12crmog、15crmog、12cr2mog、12crmovg、12cr3movsitib等;有锈耐热钢常用1cr18ni9、1cr18ni11nb高压锅炉管除保证化学成分和机械性能外,要逐根做水压试验,要作扩口、压扁试验。钢管以热处理状态交货。此外,对成品钢管显微组织、晶粒度、脱碳层也有一定要求。 地质钻探及石油钻控用无缝钢管;为探明地下岩层结构、地下水、石油、天然气及矿产资源情况,利用钻机打井。石油、天然气开采更离不开打井,地质钻控用石油钻探用无缝钢管是钻井的主要器材,主要包括岩芯外管、岩芯内管、套管、钻杆等。由于钻探用管要深入到几千米地层深度工作,工作条件ji为复杂,钻杆承受拉、压、弯曲、扭转和不均衡冲击载荷等应力作用,还要受到泥浆、岩石磨损,因此,要求管材须具有足够的强度、硬度、耐磨性和冲击韧性,钢管用钢用“dz”(地质的汉语拼音字头)加数字一代表钢屈服点表示,常用的钢号有dz45的45mnb、50mn;dz50的40mn2、40mn2si;dz55的40mn2mo、40mnvb;dz60的40mnmob、dz65的27mnmovb。钢管都以热处理状态交货。 石油裂化无缝钢管:用于石油炼厂的炉管、热交换器管和管道用无缝管。常用zhi质碳素钢(10、20)、合金钢(12crmo、15crmo)、耐热钢(12cr2mo、15cr5mo)、不锈钢(1cr18ni9、1cr18ni9ti)制造。钢管除得证化学成分和各种机械性能外,还要保证水压、压扁、扩口等试验,及表面质量和无损检验。钢管在热处理状态下交货。不锈钢管:用各种不锈钢热轧,冷轧的不锈钢管,广泛应用于石油、化工设备管道和各种用途的不锈钢结构零件,除应保证化学成分和机械性能,凡用作承受流体压力的钢管要保证水压试验合格。各种专用钢管要按规定保证条件。



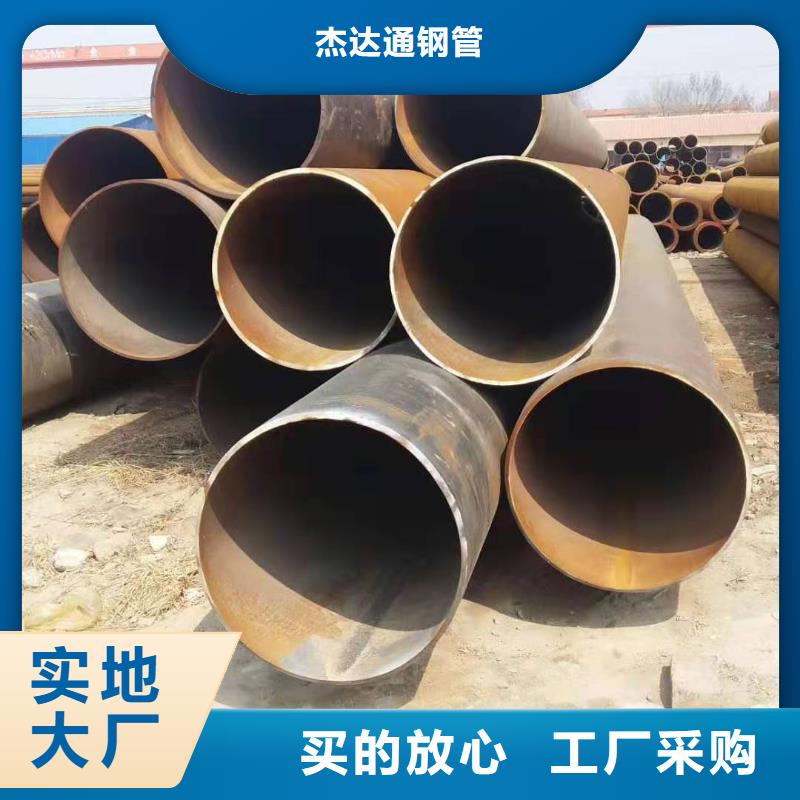
杰达通钢管(成都市分公司)设备先进技术力量雄厚,公司本着平等互惠、诚信守约的原则、科学的质量管理体系。公司坚持以市场为导向,牢记“品质保证、信誉至上、价格优惠、服务至上”的经营理念。通过努力,已为各类客户提供了高质量的 [冷轧无缝钢管]产品和完善服务,使公司保持了稳健的发展势头。朝着“立足全国,面向世界”的发展目标不断迈进!公司营销部设在开发区汇通国际金属物流园,竭诚欢迎广大新老客户来电莅临指导,洽谈业务。



四川成都无缝钢管的执行标准: 1. GB/T8162-1999 (结构用无缝钢管镀锌钢管理论重量)。主要用于一般结构和机械结构。其代表材质(牌号) :碳素钢、20、45号钢;合金钢Q345、20C镀锌钢管价格、 40Cr、 20CrMo、30-35CrMo、 42CrMo等。 2. GB/T8163-1999 (输送流体用无缝钢管)。主要用于工程及大型设备上输送流体管道。代表陶瓷复合钢管材质(牌号)为20、Q345等。 3. GB3087-1999 (低无锡无缝钢管中压锅炉用无缝钢管)。主要用于工业锅炉及生活锅炉输送低中压流体唱管道。 4. GB5310-1995 (高压锅炉用无缝钢管)。主要用于电站及天津无缝钢管核电站锅炉上耐高温、高压得输送流体集箱及管道。 5. GB5312-1999 (船舶用碳钢和碳锰钢无缝钢管)。中国无缝钢管网主要用于船舶锅炉及过热器用、吸耐压管等。 6. GB1479-2000 (高压化肥设备用无缝钢管)。主要用于化肥设备上输天津钢管集团送高温高压流体管道。 7. GB9948-1988 (石油裂化用无缝钢管)。主要用于石油冶炼厂响锅炉、热交换脚手架钢管价格器及其输送流体管道。 8. GB18248-2000 (瓶用无缝钢管)。主要用于制作各种燃气焊接钢管、液压气瓶。



四川成都无缝钢管不均主要表现为螺旋状壁不均、直线状壁厚不均及头尾部壁厚偏厚、偏薄等现象。详细为:螺旋状壁厚不均成因是:穿孔机轧制中心线不正、两轧辊的倾角不等或顶头前压下量太小等调整缘由形成的壁厚不均,普通沿钢管的全长呈螺旋状散布。首要方法是调整穿孔机轧制中心线,使两轧辊的倾角持平,按轧制表给定参数调整轧管机。 直线状壁厚不均成因:芯棒预穿鞍座高度调整不适宜,芯棒预穿时接触到某一面的毛管,致使毛管在接触面上温降过快,形成壁厚不均以至拉凹缺陷。连轧轧辊空隙过小或过大。轧管机中心线误差。单、双机架压下量不均,会构成法兰单机架方向超薄(超厚)、双机架方向超厚(超薄)的直线型对称误差。 调整好芯棒预穿鞍座的高度、保证芯棒与毛管对中。交换孔型及轧制规范时应丈量轧辊空隙,使理论轧辊空隙与轧制表坚持分歧。用光学对中安装调整轧制中心线,每年大修时校正轧管机中心线。厚壁钢管、头、尾部壁厚不均成因:管坯前端切斜度、弯曲渡过大、管坯定心孔不正易形成钢管头部壁厚不均。 穿孔时延伸系数太大、轧辊转速太高、轧制不稳定。穿孔机抛钢不稳定易构成钢坯尾部壁厚不均。检查管坯质量,避免管坯前端切斜度、压下量大,交换孔型或检修均应校正定心孔。选用较低的穿孔速度,以确保轧制的稳定性和钢坯壁厚的平均度。当调整滚动速度时,匹配导板将相应地调整。
