
想要更直观地了解镀锌管09CuPCrNiA钢管信誉有保证产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
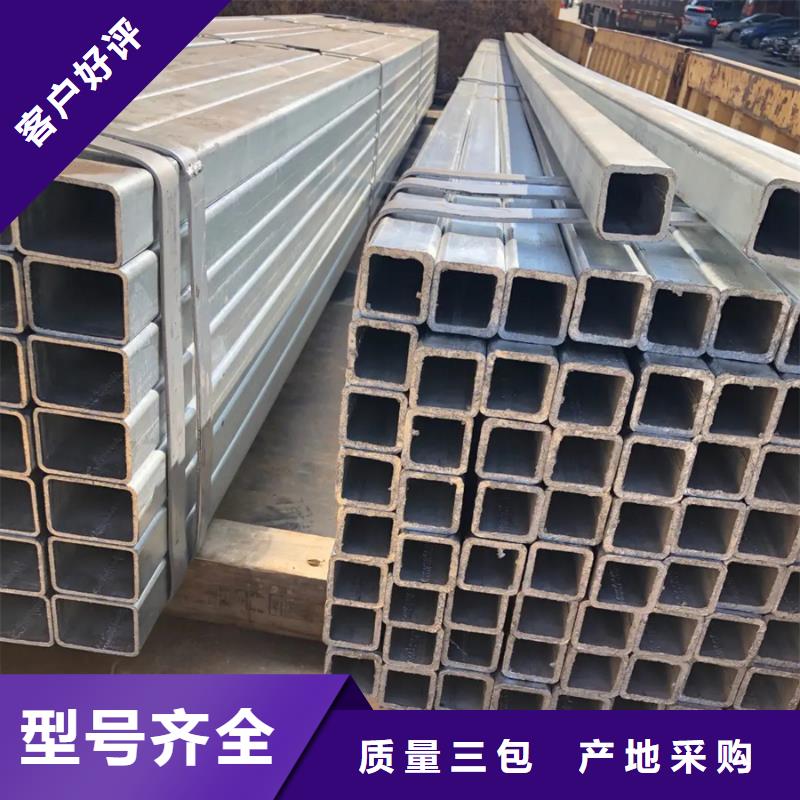
以下是:镀锌管09CuPCrNiA钢管信誉有保证的图文介绍
苏沪金属制品有限公司拥有一支具有十多年 湖南衡阳NDH型钢研发经验的专业团队,可满足客户的不同要求定制生产性能卓越、品质优良的 湖南衡阳NDH型钢。
苏沪金属制品有限公司秉承为客户解决“减少人工、降低成本、提率、品质”为己任,为提高国内 湖南衡阳NDH型钢的研发水平和广泛应用为使命。



湖南衡阳镀锌管整个蚀刻过程有利于表面光亮工程。 流体动力研磨和抛光。流体动力研磨抛光是借助高速流动性液体和砂带上的磨粒侵蚀油镀锌管表面进行研磨抛光的目的。 流体动力磨削是由液压机驱动,使带有磨粒的液体物料在钢材表面高速往复运动。 该材料主要由在较低工作压力下性能良好的独特化学物质制成,并掺入耐磨材料。耐磨材料可以选用碳碳复合粉末。 磁力研磨和抛光。 磁磨、研磨、抛光是利用磁性耐磨材料在电磁场的作用下产生耐磨材料刷,切割生产镀锌管。这种方法生产加工效率高,性价比高,生产加工标准非常容易操作,工作标准好。 湖南衡阳Q355B镀锌焊管为降低镀锌无缝钢管的总氢渗透量,需要尽可能避免高韧性/高韧性钢镀锌无缝钢管的酸洗钝化,因为酸洗钝化会增加碱脆。 在防锈处理和氧化皮过程中,应尽量采用喷砂的方法去除锈迹。 保证镀锌无缝钢管在酸中浸泡的时间多不超过十分钟。 并且尽可能降低酸溶液的浓度值,零件在酸中浸泡的时间不超过十分钟; 脱脂时,使用清洁剂或有机溶剂脱脂等有机化学脱脂方法,透氢量较少,若采用光电催化除油,则先氧化阳极再阳极氧化。



作为湖南衡阳镀锌管材的加工制造,无论是加工工艺标准还是质量检验规范,都应该从产品本身出发,制定一套适合产品的管理制度。只有严格的管理方法,才能提高镀锌大棚管的加工能力。 因此,公司的管理方式是一种深度创新的管理方式。只有做好这种管理方式,才能体现公司未来的发展趋势。可使产品质量步入可靠、强劲的市场,成为公司经济发展新的突破口,为公司的发展趋势奠定坚实有力的基础。 为了更好地满足不同客户的要求,现阶段镀锌大棚管的规格和型号非常丰富多彩,同时其生产材料也包括种类繁多。 华尔钢镀锌方管可以用作焊接钢管的坯料和叠层金属板的薄坯。从目前的需求整合可以看出。主要用于制造箍铁、专用工具和机械零件,作为工程建设中的房屋框架和自动扶梯的一部分。 那么,在加工制造镀锌大棚管的情况下,高精度镀锌扁钢加工过程的整机原理主要是利用两组重叠布局来破坏热镀锌扁钢。矫直轮针对细粗方位角进行预校准,然后进行矫直。下面是利用一对相对布置的铸轧轮对镀锌温室管的整体宽度进行挤压,使其整体宽度能够满足估算的主要参数。未来将使用5个重叠布局的矫直轮对其整体宽度进行矫直。本系统软件主要由控制柜、铸辊、预矫平模块、铸轧模块、矫直模块组成。


华尔钢镀锌管由拉伸试片制成的无缝管,将试片的拉伸试验机拉到骨折处,再进行测量,一般只有抗拉强度、屈服强度、抗拉强度和横向表面的物理性能或质量 收缩。 拉伸试验是金属复合材料的一种实验方法。 基本上,所有金属复合材料只需要必要的物理性能,并被赋予拉伸实验的基本机械设备特性。 尤其是这些难成型原材料的强度试验和拉伸试验是检测物理性能的 方法。 湖南衡阳镀锌方管强度测试是根据需要的标准刚度拉伸硬度测试仪慢慢压入试件表层,然后检测压印深度或大小来确定原材料的强度。 强度测试很简单,可以测试原材料的物理性能。 对于非破坏性硬度标尺,强度和抗拉强度值是相近的中间水平。 可以将原材料的强度值换算成抗拉强度,具有非常重要的现实意义。 镀锌方管是一种更好的不锈钢板,仅限于无缝管。 在很多地方比较常见,所以需要对厂家进行强化检查和技术综合开发设计。 在这种情况下,使用镀锌方管可以说是趋于完美的发展趋势!



华尔钢热镀锌管物理变形规范,由于工程项目的需要,镀锌无缝管对电焊的焊接质量要求很高。先从外焊入手,可以保证镀锌无缝管电焊的熔透性和镀锌无缝管焊接的美观和水平。以及镀锌无缝管焊接的直线直线度。镀锌无缝管两侧自动埋弧焊机在镀锌无缝管领域称为内焊。镀锌无缝管的内焊是镀锌无缝管电焊的重中之重。原因在于它不仅电焊难度高,而且对焊接的要求也很高。镀锌无缝管焊接的探伤水平可以看这里。镀锌无缝管工作时,电流大,穿透深,不方便人眼观察。经验丰富的内部组长可以从镀锌无缝管工业电视上调整焊接电焊轨,在内焊时从外焊点的网络热点调整内焊速度。 湖南衡阳热镀锌管焊接前,主要是对镀锌无缝管进行加热,控温30分钟后开始焊接。 焊接加热、固层温度和热处理过程由热处理过程温控柜自动控制,采用远红外履带式热处理炉片,全自动设置曲线和描述曲线,热电阻测温。 加热时热阻测量点之间的距离为距焊缝边界15mm-20mm。为了更好地防止镀锌无缝管焊接变形,每根立柱接头由两人对称焊接,焊接方向由中间向两侧焊接。
