


产品详细介绍
以下是:耐磨钢板锅炉容器板源头厂家来图定制的产品参数
导读 耐磨钢板锅炉容器板源头厂家来图定制,中鲁金属制品(大庆市分公司)为您提供耐磨钢板锅炉容器板源头厂家来图定制产品案例,联系人:李总,电话:【15265851953】、【15265851953】,发货地:当代国际大厦。 黑龙江省,大庆市 大庆是中国的石油石化基地,中国大油田大庆油田所在地;是一座以石油、石化为支柱产业的工业城市,是世界能源城市伙伴组织19个会员城市之一。大庆油田含油面积六千多平方千米,已探明石油地质储量67亿吨。
想要了解耐磨钢板锅炉容器板源头厂家来图定制产品的魅力吗?我们为您准备了详尽的产品视频,让您轻松掌握产品的各项功能和特点。请您不要错过,快来观看吧!
以下是:耐磨钢板锅炉容器板源头厂家来图定制的图文介绍
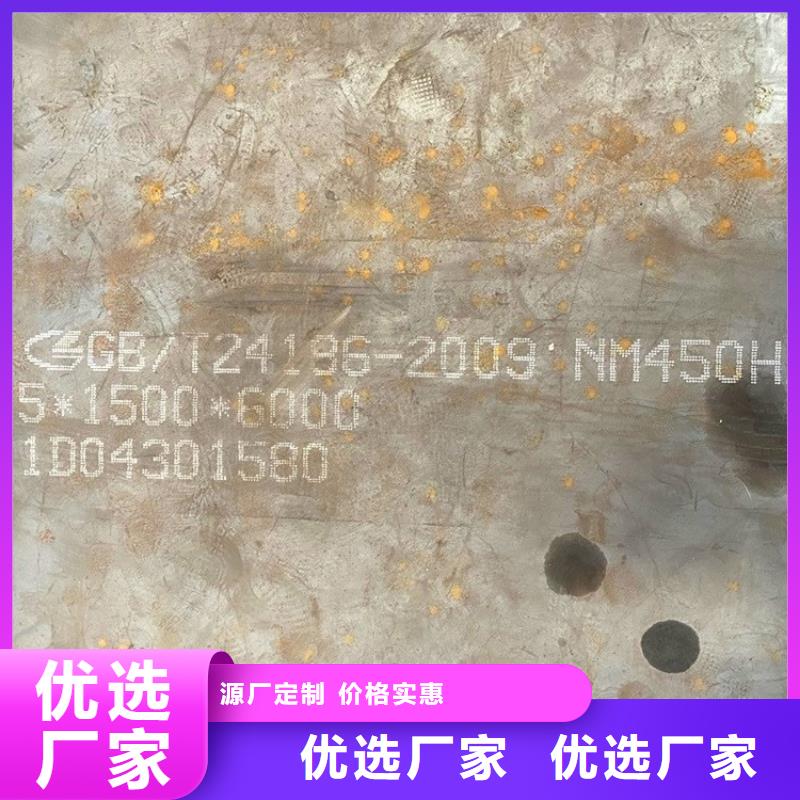
猛板猛板

猛板猛板的图文介绍
严谨工艺货源报价



nm500耐磨钢板焊接的要求。nm500耐磨板焊接要求: 一、坡口设计 开坡口的目的是为了保证焊透和提高工件连接强度,合理调节焊缝金属中母材金属所占的比例。由于填充金属中有益合金元素含量较高,坡口的设计增加了焊缝中填充金属的比例,有利于改善焊接质量。留钝边是为了防止烧穿,留根部间隙是为了保证焊透。根据西气东输的经验,坡口形式采用V型,单边坡口角度为22.5°-23.5°,对口间隙为2.4-4.0mm,钝边为0.8-2.4mm。 二、严格耐磨管清理 焊接前应将坡口内外两侧25mm范围内的铁锈、水分、油污等清理干净,打磨出金属光泽,并将nm500耐磨板管端10mm范围内的螺旋焊缝或直缝余高打磨平滑,以保证焊缝的圆滑过渡。每一层焊接完成后应立即进行清理,确定无杂质、无缺陷后方可进行下一层焊道的焊接。 三、采用对口器 选用内对口器对nm500耐磨板管口进行组对,采用厚度为2.0-3.5mm的铁片对对口间隙进行控制,相邻管段的管螺旋焊缝在对口处错开的距离要不小于100mm;组对完成后,焊前将坡口两侧50mm内按要求预热100~200°后方可进行下一步的焊接操作。为防止焊接过程中出现裂纹,对口器要在根道完全焊接完毕后才能撤除。 四、严格控制温度 焊接过程中必须严格控制预热温度和层间温度。为了防止热影响区产生淬硬组织导致冷裂纹,层与层之间的焊接不应相隔太久,在距管口25mm处的圆周上均匀测温。当环境温度低于5°时,焊接作业须在防风棚内进行,并采用保温措施。在焊接过程中,如果焊口温度冷却至焊接工艺要求的 焊接温度以下时,应对焊口重新加热。


 01
01猛板猛板实体厂家层层检测不合格不出厂
 02
02厂家全年不间断生产猛板猛板现货随订随发
 03
03可来图来样根据您的需求定制猛板猛板
 04
04专业猛板猛板售后团队24H为您解决难题

中鲁金属制品(大庆市分公司)专业制作 猛板猛板等。几年来,凭借着广大客户的支持和信赖,凭借着奋斗目标自身忠诚优质的服务,凭借着“诚信、和谐、、创新的精神,我们取得了长足的发展,成为同行业中的优质供应商。我司是一家集 猛板猛板制造﹑销售、售后服务为一体的专业性公司。为了铸就一个永远的品牌,更为赢得客户广泛的信任,我们一直在努力,在管理上抓质量促效益。从市场调查、产品设计、生产工艺、原材料采购计量、产品检验销售到售后服务都坚持以客户为中心的原则,严格完善了质量管理体系;销售的产品在设备上,实现了流水化作业,并配置了先进的检验检测设备;在技术上不断加强与大院校及科研院所的横向科技协作,重视培养科技力量,充分开发新产品。企业本着“以科技为先导,以质量求生存,以管理出效益,以服务求信誉的经营理念。质量与服务远远超越其他一切,是产品永远满足客户的保证,亦是企业苦心孤诣的经营结果,中鲁金属制品(大庆市分公司)衷心希望海内外各界宾朋携手合作,共创辉煌的明天,同收双赢的硕果。

总结今年在黑龙江省大庆市购买耐磨钢板锅炉容器板源头厂家来图定制有了新选择,中鲁金属制品(大庆市分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的耐磨钢板锅炉容器板源头厂家来图定制产品。如需购买或咨询,请随时联系我们,联系人:李总-【15265851953】,地址:当代国际大厦。