
想要了解我们的8+8堆焊耐磨板现货-【多麦金属】-规格齐全产品吗?别错过这个产品视频。它将通过生动的画面和详细的解说,让您对产品有更深入的了解。
以下是:8+8堆焊耐磨板现货-【多麦金属】-规格齐全的图文介绍





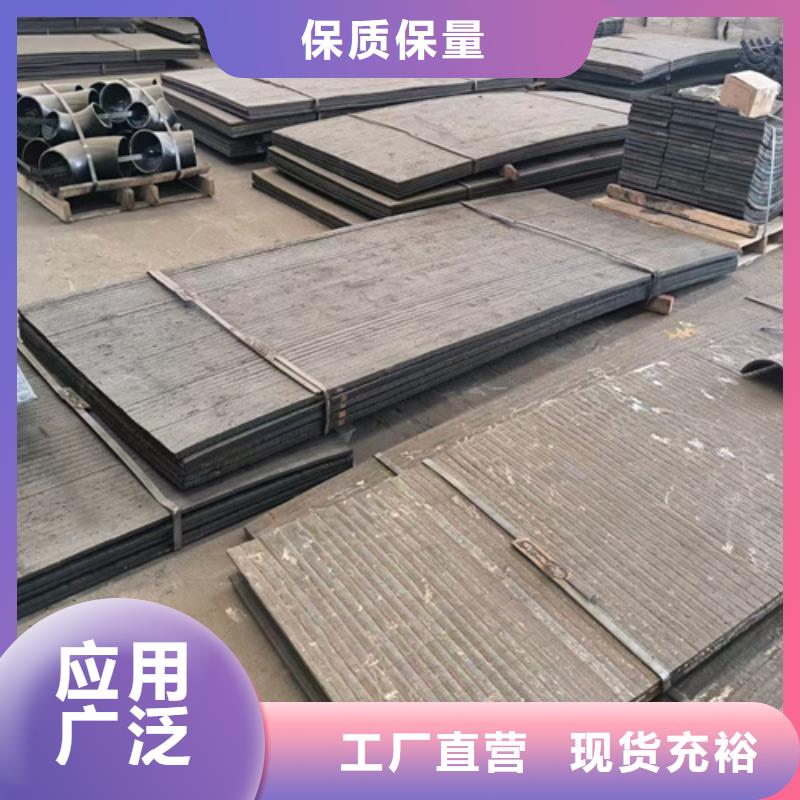
NM400耐磨板的详细介绍
专业团队 专业厂家

摩擦磨损性能一直是耐磨复合材料性能研究的核心内容。研究内容除制备工艺、附近合金种类、附近增强颗粒种类及加入量、附近试验载荷、附近磨损速度、附近对磨副材质等对耐磨涂层摩擦磨损性能的影响规律外, 还涉及涂层中硬质颗粒与合金之间的相互作用, 以及涂层与被涂覆表面的相互作用。但耐磨复合钢板在使用过程中也存在一些亟待解决的问题, 如复层涂层与基层复合时如何在实现有效结合的同时不形成界面脆性相, 在经历热震时, 如何避免因膨胀系数差别而出现的分层现象等。除了以上问题之外, 目前金属复合板研究发展的方向主要集中在结构优化设计、附近界面控制、附近评价以及板型质量控制等方面。另外, 开发复合材料成分、附近组织、附近工艺与性能关系相关, 仿真软件成为复合板研发的必然趋势。复合耐磨钢板


精选原材

注重细节

工序严控


层层质检
种类丰富
放心选购
精益求精
厂家直营
持久耐用