

简约设计,不简单内涵。观看我们的【桥梁防撞支架-灯光防撞护栏做工精细】产品视频,用少的话语传达真实的产品价值。
以下是:【桥梁防撞支架-灯光防撞护栏做工精细】的图文介绍

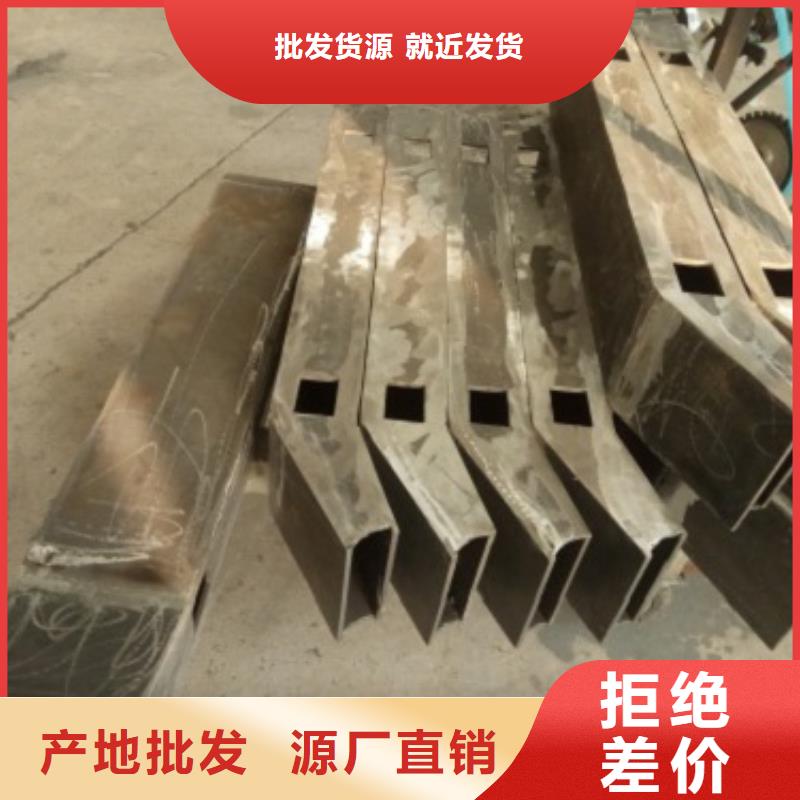
俊邦金属材料有限公司生产的 广东湛江【中央分隔栏】从每个细节做起, 广东湛江【中央分隔栏】产品都力争作到精益求精。作为中国企业走向世界的准入证,“信誉”代表了我公司的市场名誉,得到了广大客户,科技发展,诚信为本”是我公司不变的追求。



锡不锈钢复合管护栏焊接的标准温度因作业类型不同有不同: 不锈钢复合管护栏焊接的工作环境温度的话 是20℃~30℃。 有铅不锈钢复合管护栏焊接作业: 烙铁温度: 250~270℃: 不耐高温组件,如太阳能,晶振,SMD,LED,小PVC线等组件 270~320℃: 其它一般组件。 无铅不锈钢复合管护栏焊接作业: 不锈钢复合管护栏焊接类别 不锈钢复合管护栏焊接温度(℃) 不锈钢复合管护栏焊接时间(S) 例举/备注 太阳能 250~270℃ ≤3秒 采用OK恒温SP-200专用不锈钢复合管护栏焊接 温度敏感电子组件 260~280℃ ≤3秒 晶震,LED,陶瓷电容…..等 CHIP型电子元器件 260~280℃ ≤3秒 CHIP型电容,电阻,二极管….等 耐高温电子元器件 320~350℃ ≤3秒 传统型二极管,三极体,晶体管,电解电容等 PVC线/PVC排线 290~400℃ ≤2秒 PVC线/PVC排线 五金焊件 360~400℃ ≤4秒 电池极片,电源线,弹簧….等 排线 360~400℃ ≤4秒 排线.



将达到修整尺寸的坯料继续镦粗,还是经多次翻转后镦粗到精整尺寸,也就是大于坯料成型尺寸的5-10㎜左右,进行圆周方向的锻压.将坯料的十六角进行轻压后,并使坯料被彻底的滚圆(也就是抛圆),进行平整.这时的锻件尺寸一定要压准确,表面平整无折裂或凹痕,以确保锻件合格的交付使用,才能确认合格后锻件完成.平整到坯料成型尺寸后进行测量,并由班组长填写生产记录表,附本班生产完成锻件工艺图,一起交由车间主任记录上报.这时才可以称作完成锻件的锻造工序,进行后续的热处理工序.对于不锈钢(特种钢)锻件产品,必须特别重视表面质量和尺寸精度 将工件加热到铁素体全部转变为奥氏体的温度以上30~50℃,保温一段时间,然后随炉缓慢冷却,在冷却过程中奥氏体再次发生转变,即可使钢的组织变细。②球化退火。用以降低工具钢和轴承钢锻压后的偏高硬度。将工件加热到钢开始形成奥氏体的温度以上20~40℃,保温后缓慢冷却,在冷却过程中珠光体中的片层状渗碳体变为球状,从而降低了硬度。③等温退火。不锈钢圆钢市场

