




无论您是初次接触还是已经熟悉,我们的【镀锌管镀锌无缝管定制零售批发】产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:【镀锌管镀锌无缝管定制零售批发】的图文介绍


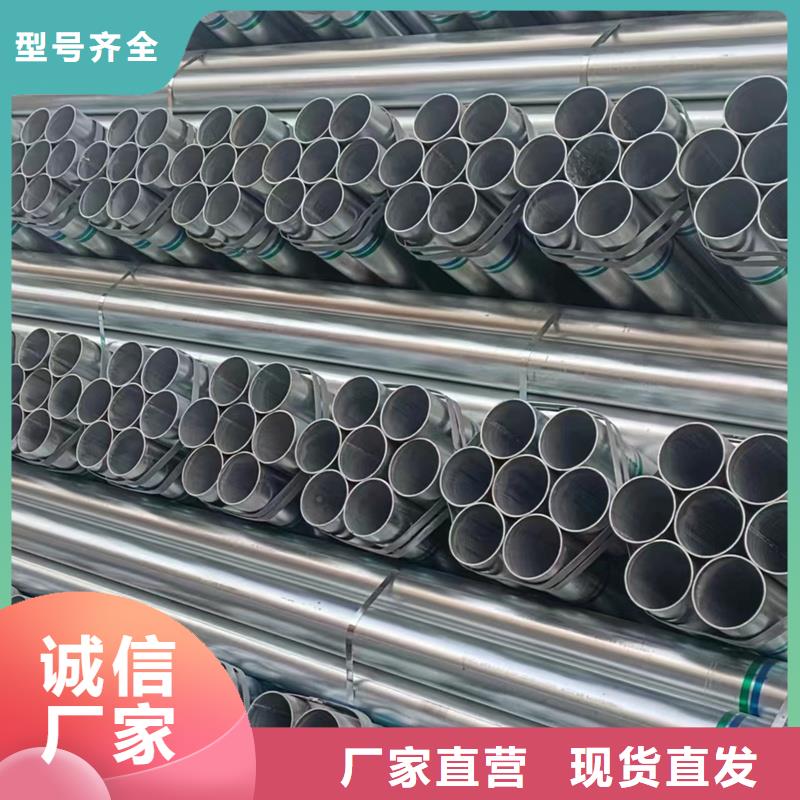
河北邯郸热镀锌管是使熔化的金属与铁基体反应生成合金层,使基体和两层涂层结合在一起。热镀锌是先将钢管酸洗,然后去除钢管表面的氧化铁,然后将其酸洗,然后用氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽清洗,然后将它们放入热水槽中。热浸镀锌具有镀层均匀、附着力强、使用寿命长等优点。
河北邯郸热镀锌管基体与熔池之间发生复杂的物理化学反应,形成耐蚀致密的锌-铁合金层。合金层与纯锌层和钢管基体相结合。所以热镀锌管的耐腐蚀性很强。
河北邯郸冷镀锌管是镀锌镀锌量少,只有10-50g/m2,其耐腐蚀性优于热镀锌管不多。镀锌管厂家为了保证普通热镀锌管生产厂家的质量,大部分镀锌钢板(Leng Du)未使用。只有小型和旧设备的小型企业使用镀锌,当然他们的价格相对便宜。



如果角焊缝是焊接的,尤其是丁字接头角焊缝,河北邯郸镀锌管有可能产生贯穿裂纹。镀锌钢焊接过程中,坡口表面和边缘的锌层在电弧加热的作用下会氧化、熔化、蒸发,甚至会散发出白烟和蒸汽,容易造成焊缝气孔。
氧化形成的氧化锌具有高熔点,约高于1800℃。如果焊接过程中参数太小,会导致氧化锌渣夹杂。因为锌变成了脱氧剂。产生Feo-mno或feo-mno-sio2低熔点氧化物渣。其次,由于锌的蒸发,大量的白烟和灰尘被排放出来,这对人体有刺激和有害的影响。因此,焊接位置的镀锌层必须打磨掉。
如何控制河北邯郸镀锌管的焊接过程?
镀锌钢焊接前的准备与普通低碳钢相同。必须小心处理凹槽尺寸和附近的镀锌层。为了达到渗透,沟槽尺寸应适当,一般为60 ~ 65,有一定间隙,一般为1.5 ~ 2.5毫米;为了减少锌渗透到焊缝中,可以在焊接前去除凹槽中的镀锌层。


鑫豪管业有限公司建立了完善的 河北邯郸涂塑螺旋管TPEP生产研发系统,实现了 河北邯郸涂塑螺旋管TPEP从原材料进厂到销售出厂所有环节的科技化,表单化,数据化管理.制造出让客户满意的 河北邯郸涂塑螺旋管TPEP产品.




这类原材料的河北邯郸镀锌管一般具备出色的耐碱性, 浓度值低于70%。镀锌管304原材料(比如0-80°C的溫度)是十分优异的耐碱性数据信息之一,大部分碱都能够在0-100°C的范围之内应用。
河北邯郸镀锌管是指根据防腐蚀技术解决,能够有效的防止或缓解运输和运用过程中化学或电化学腐蚀导致的浸蚀的钢管。这种管路在交由顾客之前都要开展订制、包装和运送,这便牵涉到它包装和运送。那么,钢管如何包装运输呢?怎样才可以处理钢管在运输中破损的难题?接下来大家一起来了解一下。
1、河北邯郸镀锌管包装:
倘若钢管的包装材料和包装有特别规定,买家需在合同中标明;如果没有要求,包装制品和包装方式由供应商选择,但包装制品应符合有关的规定,并注意防止包装制品的消耗和环境污染。比如,倘若钢管是薄壁的,我们可以运用与钢管同样的材料,及其薄壁钢管框架里外支撑和保护的支撑和框架材料;钢管两端的螺纹应进行螺纹维护,可以是润化螺纹;倘若钢管两端的张口裂开,可以根据必须对管口进行保护。


在实际监理工作中,集中控制采用集中倒角和无钝边。双层焊接工艺降低了不完全穿透的可能性。
电极应根据镀锌管的基材选择。一般来说,J422因其可操作性而广泛用于低碳钢。
焊接方法:在焊接 层多层焊接时,尽量熔化锌层,使其汽化蒸发,从焊缝中逸出,河北邯郸镀锌管可以大大减少焊缝中残留的液态锌。
焊接角焊缝时,锌层应尽可能在 层熔化、蒸发和蒸发,以从焊缝中逸出。方法是将电极末端向前移动约5 ~ 7毫米。当锌层熔化时,应返回到原始位置并继续向前焊接。
如果短熔渣电极,如J427,用于交叉焊接和垂直焊接,底切趋势将非常小;如果采用前后带材运输技术,可以获得无缺陷的焊接质量。
河北邯郸热镀锌管,英文名称:河北邯郸热镀锌管,是指作为钢塑复合处理基管的钢管。现行 标准为国标GB / t28897-2012。根据钢塑复合材料的不同形式,可以分为:1 .内衬塑料复合钢管;2.涂层塑料复合钢管;3.包覆塑料复合钢管。其他俗称“河北邯郸热镀锌管”的产品,如PSP河北邯郸热镀锌管,不包括在国标/ t28897-2012中,因为它们的主要材料是塑料而不是钢管。


