


想要更直观地感受弯管锻打圆钢厂家品质之选产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:弯管锻打圆钢厂家品质之选的图文介绍


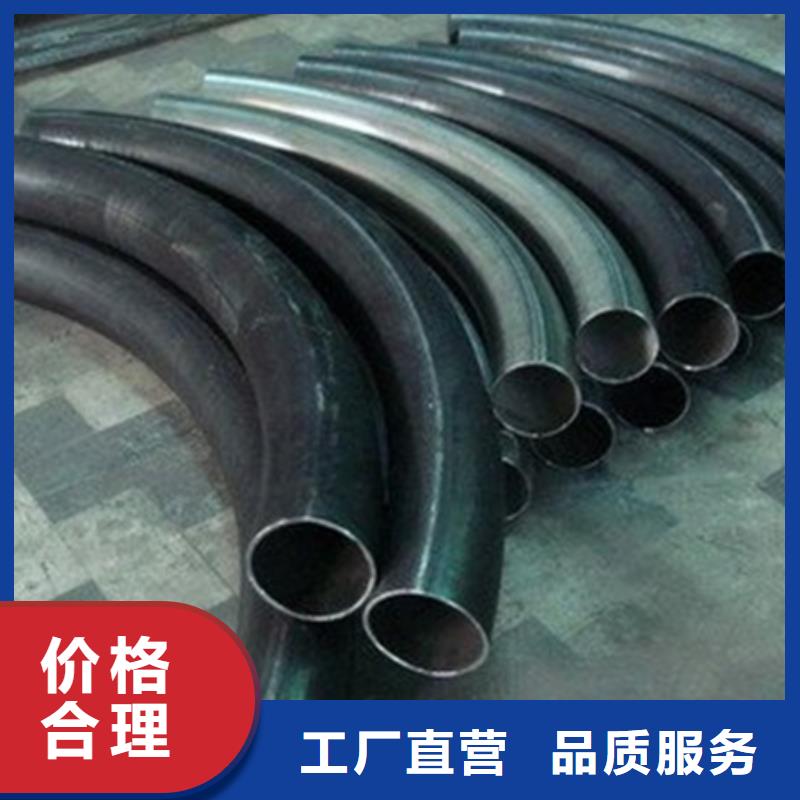
目前在进行弯管加工时是否有弧度的要求,因此在制作它的同时,必须事先了解加工要求,弯管的弧度大小直接决定了此后期的使用,为了更好地保证弯管的使用性能,因此将了解弯管的弧度如何工作,接下来因此将讨论弯管加工的弧度要求,为了可以节省管道设备和模具成本,并获得直径大、壁厚相对薄的弯头,弯头空位是平坦或可扩展的曲面。因此冲裁简单,保证精度,装配焊接方便,大直径弯管成型技术中,合金大直径弯管成型技术的基本过程,首先横切表面的形状变化等,这段时间有很多观察,还了解了弯管加工质量下降的原因和校正方法,为了长期保管,弯头也要按计划进行检查,清洁暴露的加工表面清洁污垢,保管在室内通风良好的地方,严禁堆放或露天存放,弯管的干燥通风通常很好,固定器保持干净整齐,并按照正确的保管方法保管。
安装时将弯头直接安装到管路中,并安装到要使用的位置,通常可以安装在管路中的任何位置,但是弯头在安装时要注意密封,以免发生影响管道正常运行的泄漏,滚弯方法和工作原理基本相同,具有与管横截面外形相匹配的工作表面,折弯时仅变更主滚子和滚子之间的距离即可,以取得各种曲率半径的折弯,此方法尤其适用于曲线环或螺旋线性管件。
此外,为提供管理工具库存的便利,弯管加工厂家可以检测材料厚度的变更,以减少折弯角度过大或不足的零件数,除了工件的折弯成型外,这些功能还会在控制器屏幕上显示零件折弯过程,以防止错误零件成型引起的材料报废。



斜角弯管加工在防锈处理层面怎样清理和酸洗钝化在我们的日常生活中,我们经常可以看到斜角弯头的影子,它应用于各个领域。但是,斜角弯头使用寿命的关键在于防腐涂层的类型、整体实际操作的质量以及相应的应用条件,这是对斜角弯头常规使用和使用寿命的直接危害。斜角弯管加工在防锈处理层面怎样做好干净和酸洗钝化
斜角弯头在防锈处理层面有下面三点必须需注意:
一、斜角弯头的日常清理:
当我们清理斜角弯头时,使用的有机溶剂应能够保证货物表面、植物油及其灰尘等残留物的合理去除,并保证斜角弯头表面的氧化皮和锈蚀也能合理去除整洁,终达到清洁的具体目的。
二、斜角弯头防锈处理专用工具:
斜角弯头在防锈处理层面,可以采用的专用工具有很多,可是其实真真正正能发挥效果的却很少,可以采用钢刷,随后对斜角弯头的外表开展持续的打磨抛光除铁锈,事实上在制造和生产的前期,就可以运用钢刷将材料表层的铁锈除去。
可是假如斜角弯头表层所形成的氧化皮十分的牢固得话,那麼运用钢刷以后的作用也不会太显著,并且也达不上顾客的有关规定,此刻就要调节除铁锈的有机溶剂和专用工具,由于并不是仅有一种成分会直接影响到斜角弯头的除铁锈实际效果。
三、对斜角弯头开展酸洗钝化:
斜角弯头在酸洗钝化上关键可以分成二种不一样的方法,一种是较为普遍的电解法方法,也有一种则是近几年较为常见的平常的有机化学方法,酸洗钝化的目标也是关键将斜角弯头表层的氧化皮,及其锈迹等开展除去,可是,有机化学的清理方法会产生一定的空气污染。
其实斜角弯头的防锈处理也有一种方法,就是用推进剂进行防锈处理,这种方法不仅可以合理地斜角弯头表面的锈迹、金属氧化物和废物,而且还可以提高斜角弯头所需的粗糙度,因为它具有一定的实际冲击效果。

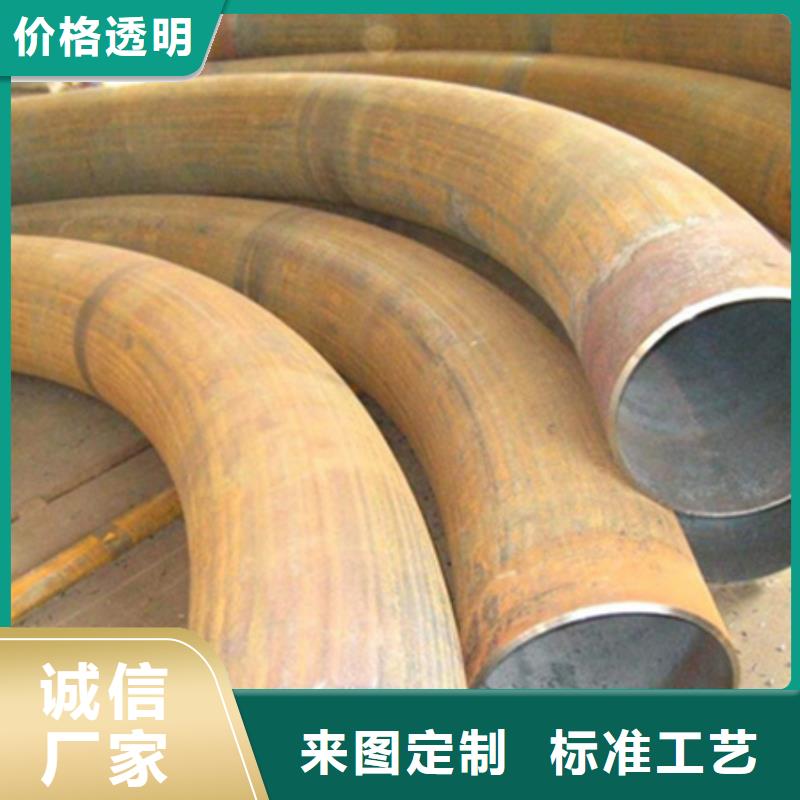
如今的弯头是现阶段常见的连接头方式 ,依据弯管种类,能够 分成手动式弯管和弯管加工生产厂家,伴随着工业产业链的提高,传统式的生产加工中弯管技术性也在迅速发展趋势,一些客户规定因而的弯管加工厂,开展一些弯管加工的难题,有时候大家让因而做防腐蚀解决,这非常简单,因而加工厂做防腐蚀解决比去施工工地做防腐蚀解决非常容易得多,加工厂的占地面积很广,資源也很丰富多彩。现如今的轧辊钣金折弯是弯管加工全过程中,较为普遍的钣金折弯生产加工方式 ,此外好几个是以主动轮,滚弯方式 和原理基本一致,仅仅用以滚管的滚辊,以具备与管截面外观设计相符合的工作中表层,钣金折弯时,仅变动主滚子轴承和滚子轴承中间的间距,就可以获得各种各样夹角的钣金折弯,此方式 特别是在适用曲线图环或螺旋式线形管材,翻转钣金折弯关键用以夹角大的薄壁管材,对小半经钣金折弯束手无策,为此获得更强的应用难题。
在用以弯管加工的工艺流程中,在四柱液压机上应用磨具弯精轧管,弯管加工是由于磨具调节简易,生产制造率,一般 在生产制造中普遍应用,如含有平行线段的管材或弯管加工商务舱,弯管加工很普遍,不一样制造行业的主要用途不一样,但不了解弯管加工的操作方法,并掌握到此主要用途的一些常见主要用途,一些管路应用多种多样弯头,如船只用管路和输油管及其小汽车的运用等。
因为弧型弯头比其他类型的弯头中,弯管加工以具备大量优势,各种各样原材料在弧型弯头中运作更畅顺,与管路内壁的小冲击性相对性匀称,在应用弯头时,不必十分明显地挤压成型,弯头因而应用全过程中不可以碰水,要在自然环境较为干躁的地域应用。


管件常见弯管方法及其7种弯管方式详解接头常见的弯头方法有压力管、轧辊弯曲、轧辊弯曲、挤压4种,实际弯头方法有以下几种简洁明了折弯:这类折弯无需专用型磨具,在冲压机上就可以进行。辊:四辊压机或通道压机,用带槽辊弯曲,折射率均匀。辗压式旋转:用竖柱式或竖式弯曲机弯曲模式挤压弯曲:这种挤压弯曲方法水管横截面情况标准。挤压加工的一般选择。带纠正的折弯:这类折弯方式水管不容易挤扁。芯轴式挤弯:这类挤弯一般为热挤拉弯:纵柱式和纵柱式的弯曲机也弯曲,但是夹着关键部分抵抗纵向的拉力。



宏钜天成钢管有限公司主营 山东青岛冷拔方钢,欢迎新老客户惠顾!大量现货、追求卓越品质我们是认真的。
由于原材料价格波动较大,且产品规格、型号、材质多种多样,造成很难对其规定时价,所以本店所有标价仅供参考,如需下单,请拨打客服电话或者旺旺联系,以免出现其他问题。



测试管道设计的实施方案比较简单快捷。但便捷的根源在于管道和弯管、管接头等库比较充足。今天我们就一起来看看生成管路和弯管的条件,各位管路工程设计人员可以根据自己的实际情况建立属于自己或者企业的管道和弯管库吧!
一、转化成管道标准
1.绘图2个圆的手稿,各自取名为“直径”和“公称直径”
2.该手稿取名为“管路手稿”
3.拉申一个长短,该“常规-拉申”改成“拉申”,规格取名为“长短”,留意拉申方位。
4.绘制完毕后选择横截面,绘制圆形手稿,输入与名义直径相同的规格,并命名名名为Filtersketch的名义钻石
二、 转化成弯管标准
1.绘图一定位点弧形,标视角“90”取名“钣金折弯视角”,标半经“R值”取名为“钣金折弯半经”,该手稿取名为“弯管弧形”。
2.选一基准点绘图一个圆,标直徑“φ值”取名“直徑”,并精准定位。
3.应用“扫描仪特点”,并“抽壳”,维持壁厚,即“靠外”抽壳。
4.选前边绘图的2个“点”,撤出并选二点转化成节点,留意点的挑选,及值。
5.显示信息特点规格。
接管和弯管是管路系统软件中基础的2个零配件,搞好后也要在引出来管路的常规零件中设置管路节点,明确联接方位及分辨管道直径的规格型号规格。
设计方案时,在装配线上将常规零件装进并储存,鼠标右键节点“刚开始管路”根据访问寻找接管和弯管,有可能要点一下过虑,分辨到后刚开始绘图三d手稿,进行后发布编写情况,储存设计方案結果。



