

联系我们

当前位置:
【多麦金属】高锰耐磨耐候钢板生产厂家 >
定西当地综合推荐News
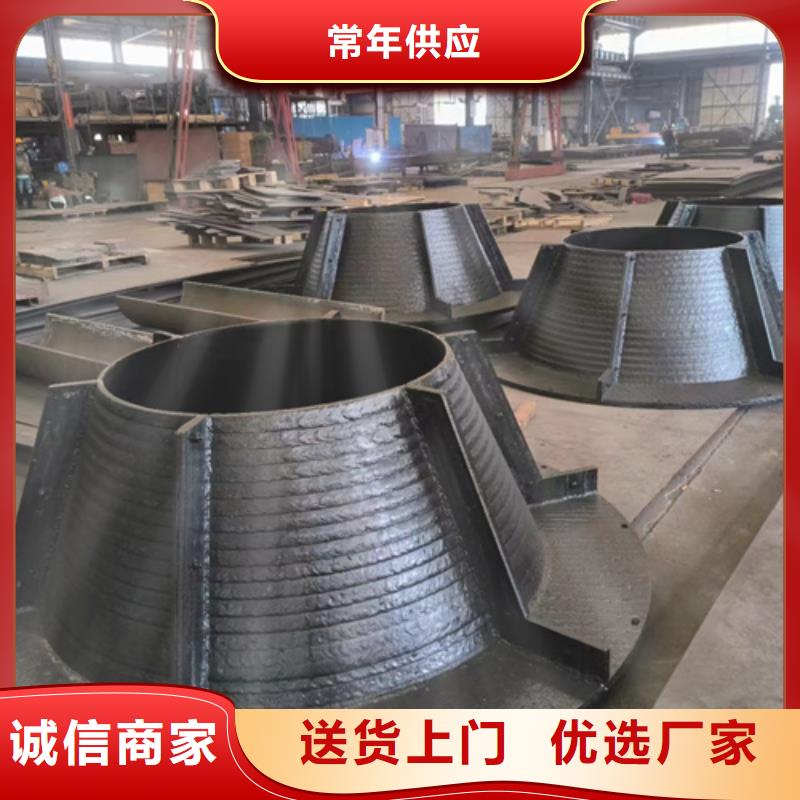
12+10复合耐磨板厂家定制加工
更新时间:2024-12-25 14:24:37 浏览次数:23 公司名称: 【多麦金属】高锰耐磨耐候钢板生产厂家
以下是:12+10复合耐磨板厂家定制加工的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 600/平米 |
| 发货期限 | 1天 |
| 供货总量 | 50000 |
| 运费说明 | 电议 |
| 最小起订 | 1平方 |
| 质量等级 | 一级 |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品品牌 | 多麦金属 |
| 产品规格 | 1400*3400 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 支持 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 适用领域 | 矿山 机械 水泥 火电厂 |
以下是:12+10复合耐磨板厂家定制加工的图文视频


12+10复合耐磨板厂家定制加工,【多麦金属】高锰耐磨耐候钢板生产厂家为您提供12+10复合耐磨板厂家定制加工产品案例,联系人:朱经理,电话:17768165506、17768165506,QQ:1946909636,发货地:经济技术开发区创业大厦B塔310发货到甘肃省 定西市 安定区、通渭县、陇西县、渭源县、临洮县、漳县、岷县。 甘肃省,定西市 定西市,通称“陇中”,甘肃省辖地级市,地处中国西北地区、甘肃省中部,在黄土高原、青藏高原和西秦岭交汇地带,气候差异大,总面积19600平方千米。截至2023年4月,全市辖1个区、6个县。截至2022年底,定西市常住人口250.58万人。
12+10复合耐磨板厂家定制加工视频中的每一个细节,都仿佛在诉说着产品的故事,让你在欣赏的同时,也能深深地感受到它的价值与意义。
以下是:12+10复合耐磨板厂家定制加工的图文介绍
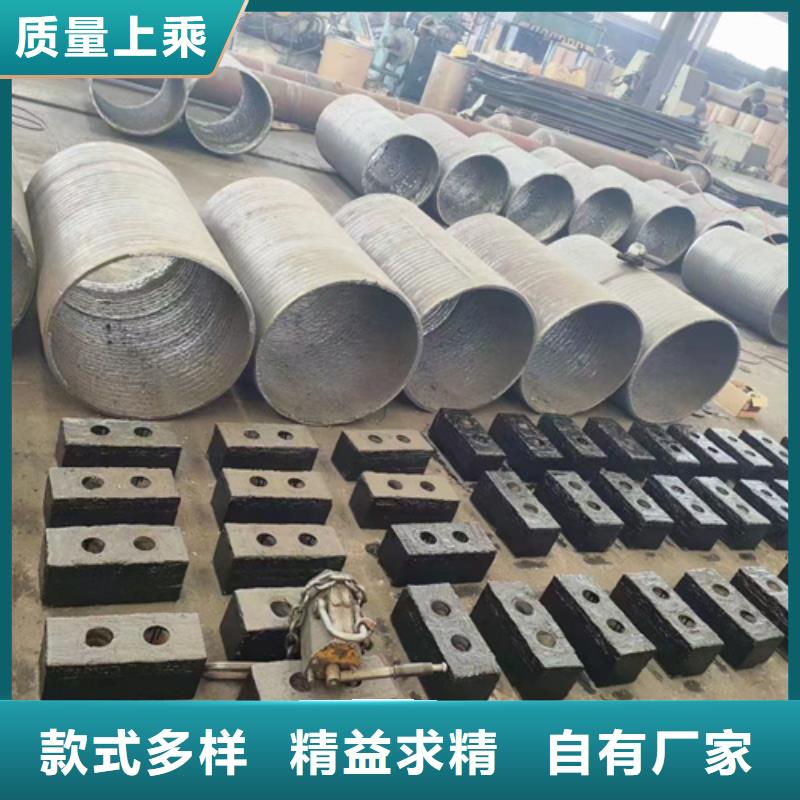
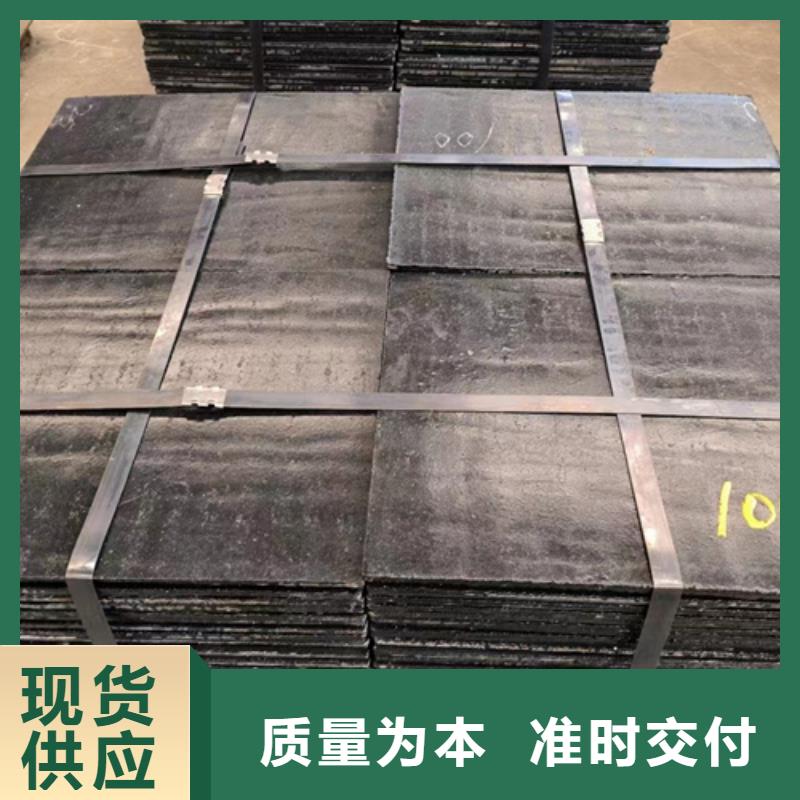
堆焊工艺方法在堆焊前先将明弧堆焊焊丝穿过送丝轮和导电嘴,焊枪接电源正极,基材接电源负极,通电后焊丝先与基材之间形成电弧,随焊枪摆动向前焊接,电弧开始在焊丝与基材之间产生,进人稳定焊接过程。在堆焊过程中,焊枪的摆动宽度应大于焊丝直径的4倍以上,以避免摆动过宽造成焊道两侧熔深过大,摆宽过窄造成成形不良。堆焊过程中的易损件,如导电嘴、甘肃定西送丝轮应及时更换,否则会导致送丝不畅,而产生断弧。焊丝的干伸长度要适中,不能过长或过短(一般25mm)。过长会导致焊道不直,影响焊缝成形;过短会导致断弧,影响连续焊接和板的质量。在实际的生产过程中,我们采用四头堆焊板工艺,同时用四台焊机堆焊。采用这种方法能提高生产效率,降低成本。如堆焊规格为1500mmx3500mm的Q235钢板,当选用2.8mm焊丝,堆焊4mm厚度时,大约只需要3.5h,一人操作即可完成整张板的焊接。同时焊接过程中采用压力水冷技术,既可提高冷却速度,也可提高板的硬度和。焊接速度的选择:从堆焊成形角度讲,焊接速度太小时,由于线能量过大熔化了较多的金属,使熔化金属向焊缝两边流淌,影响焊缝成形,同时容易造成边缘部分与基材间产生未融合的缺陷;焊接速度太大时,会使堆焊层中间下凹或者薄厚不均匀。通过多次试验,我们选择的焊速一般在10~15mm/s之间,随着焊接电流的增加,焊速也略有增加。此外,焊速还影响堆焊层厚度,焊速越快,堆焊层越薄。所以在实际堆焊时,应综合考虑多方面因素来选择焊速。复合耐磨钢板


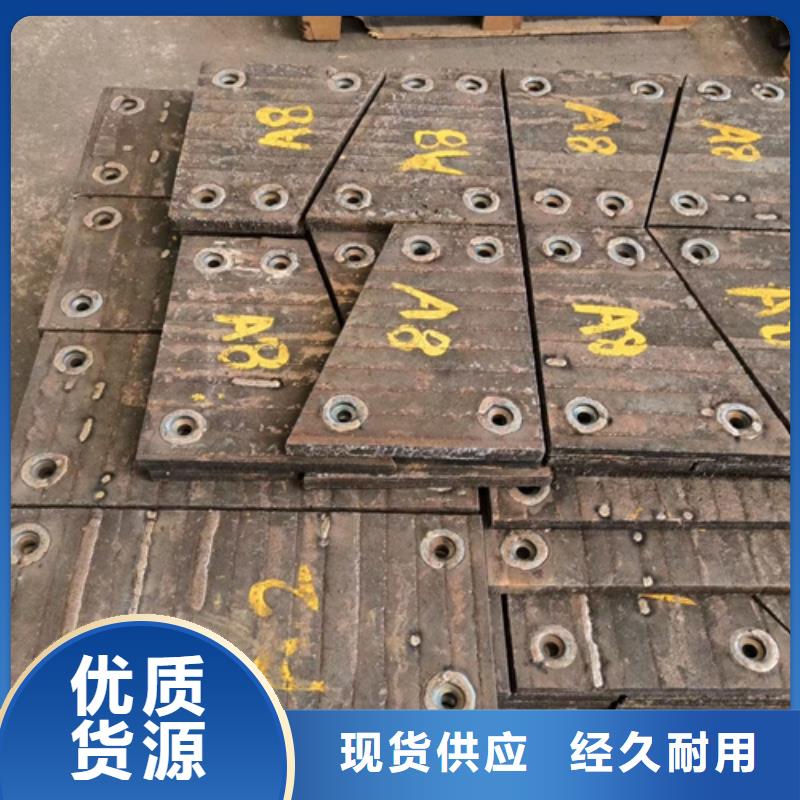
根据堆焊层工作条件,首先是硬度的要求,同时参考母材板厚、甘肃定西本地堆焊高度及堆焊效率来选择工艺参数。经过反复试验,确定了采用明弧堆焊焊丝在不同板厚和不同焊层厚度的佳工艺参数,如在8mm的Q235钢板上堆焊4mm时,其佳工艺参数如下:焊丝直径2.8mm,焊接电流300A,焊接电压30V,焊接速度120mm/min,焊枪摆幅40mm;焊丝直径3.2mm,焊接电流320A,焊接电压32V,焊接速度12mm/min,焊枪摆幅40mm。由于焊机(或焊丝直径)的不同,基材及堆焊层厚度的不同,其佳焊接参数和规范也会有较大的差异。复合耐磨钢板



今年在甘肃省定西市购买12+10复合耐磨板厂家定制加工有了新选择,【多麦金属】高锰耐磨耐候钢板生产厂家始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的12+10复合耐磨板厂家定制加工产品。如需购买或咨询,请随时联系我们,联系人:朱经理-17768165506,QQ:1946909636,地址:经济技术开发区创业大厦B塔310。