
观看我们的产品视频,就像打开了一扇通往镀锌管【09CuPCrNiA角钢】打造行业品质产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
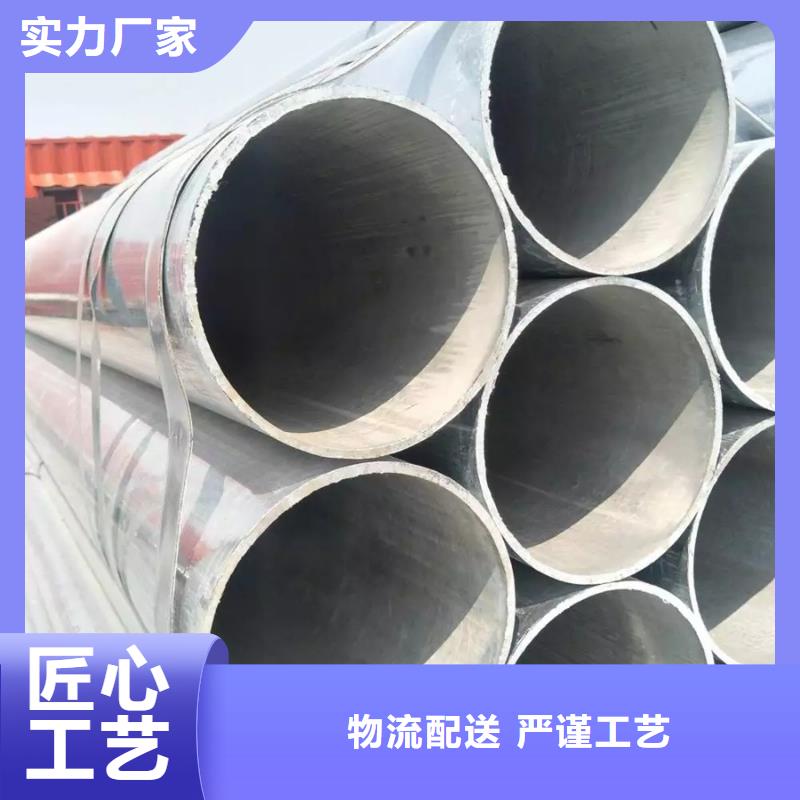
以下是:镀锌管【09CuPCrNiA角钢】打造行业品质的图文介绍

由于深海前沿地区剩余的大型油气田的开发和设计,创造了新的推动力,新的设备和管道布线技术也将再次进行。 镀锌方管自动化焊接技术分析镀锌方管的主要工业生产在海边管道层面。 这种超级技术的一个突出例子是水下管道的电焊问题。 某公司扩大了水下电焊舱的使用,将更换的管道连接起来,或者“用延中管热插进一根大口径钢管,电焊工作就是在套管内驱动冷水的自然环境” 镀锌管在电焊表面保持稀有气体,以获得良好的焊接效果。本公司现采用一种钨极气体保护焊和氩弧焊在主根部。焊接泥浆实用为满足项目附加质量要求而投入运营,该企业还将其SPLIGE III资金投入使用,这是第三代水下焊接舱,可用于海底输油管道的连接和维修, 进行干气超标气压焊接,大口径钢管总直径可达36英寸以上,混凝土外5英寸以上,管道深度可达1000英寸。


制造大口径直缝埋弧镀锌方管的成型方法有UOE成型法、排辊成型法成型等。 对于大多数成型方法, 的工序是扩大焊接管坯的全长,以提高焊接管的质量。 扩径已成为大口径直缝镀锌方管生产中保证成品管质量的重要工序。 扩径是利用液压或机械手段从钢管内壁加力,使钢管径向向外扩径的压力加工工艺。 机械方法比液压方法更简单、更有效。 镀锌管应用于世界上 进的几条大口径直缝镀锌方管道扩管工艺。 花瓣的扇形块沿径向膨胀,使管坯沿长度方向逐步实现整个管长的塑性变形过程。 分5个阶段和初滚圆阶段:扇形块打开,直到所有扇形块接触钢管内壁。 此时,阶梯范围内钢管内管各点的半径几乎相同,钢管初步圆整。 公称内径阶段:扇形块从前面位置开始减速运动,直到到达要求的位置,即有质量要求的成品管的内圆周位置。



北京苏沪金属制品有限公司秉承质量为首,诚信的经营宗旨和以技术为先导、创新、专业、差异的经营理念,坚持精益求精,不断创新,品质取胜,顾客满意的质量方针,坚持高起点、高质量、高技术的经营思路,不断加大 NDH型钢科技开发力度,已经成为 NDH型钢行业中的一颗璀璨的恒星,展望未来,本公司全体同仁们将始终秉承敬业、爱业的企业精神,锐意改革、不断创新与广大用户携手共进,缔造辉煌的明天


Q355B镀锌管加工工艺的冷却和润滑、断孔顶边和热轧带钢的冷却质量不仅影响其使用寿命,而且影响镀锌方管内外层的质量控制。 芯棒的冷却和润滑质量首先影响镀锌方管的内表面质量、镀锌方管的壁厚精度和芯棒消耗量; 同时也会影响冷轧时的负荷。 钢坯表面污垢的和控制是指在冷轧变形前立即合理镀锌方管毛细管内外层和废管内外层的锌灰。 控制再空气氧化。 针对镀锌方管内螺纹吹氮喷硼的解决方案,轧管高压水除鳞和等径径进口可以合理改善和提高内外层质量。 要提高华尔钢镀锌方管的整体特性,加大对公司发展的推动作用。这就要求企业提高镀锌扁钢在加工过程中的专业化管理方法,从原材料的采购,到生产过程,到成品入库的检验,在每一个全过程,都有相应的管理计划 应该制定,每个过程都要进行评估,产品要精细化和细致化,体现公司的管理方法,但是这种管理方法的演进之后还是为了产品质量的提高。
